AlF
3
-assisted flux growth of mullite whiskers and their application in
fabrication of porous mullite-alumina monoliths
Amanmyrat Abdullayev
a
, Detlef Klimm
b
, Franz Kamutzki
a
, Aleksander Gurlo
a
,
Maged F. Bekheet
a
,
*
a
Fachgebiet Keramische Werkstoffe, Advanced Ceramic Materials, Institute of Materials Science and Technology, Technische Universit€
at Berlin, 10623, Berlin, Germany
b
Leibniz-Institut für Kristallzüchtung, Max-Born-Str. 2, 12489, Berlin, Germany
ARTICLE INFO
Keywords:
Mullite
Molten salt
Crystal growth
Freeze casting
Reinforced ceramics
ABSTRACT
Mullite is a promising material with its competitive thermochemical and mechanical properties. Although mullite
could be obtained by several synthesis methods, the flux method emerges with its advantages over other methods.
However, obtaining mullite whiskers with a high aspect ratio and length for ceramic reinforcements is still
challenging. In this work, mullite whiskers were grown from AlF
3
-assisted flux. The addition of AlF
3
to flux salt
not only decreases the formation temperature of mullite to as low as 700 C and suppresses the formation of
corundum side phase, but also increases the length and aspect ratio of the whiskers. The obtained mullite
whiskers were used as reinforcement for porous alumina monoliths prepared by the freeze casting route and
subsequent sintering at 1500 C. The fabricated mullite-alumina monoliths show competitive compressive
strength of 25.7 MPa while having as high as 70.6% porosity, which makes them a potential candidate for
membrane applications.
1. Introduction
Mullite is an aluminosilicate ceramic with a composition ranging
from 3Al
2
O
3
⋅2SiO
2
(3:2 mullite) to 2Al
2
O
3
⋅SiO
2
(2:1 mullite). Mullite
whiskers have been applied for the reinforcement of ceramics and metals
as well as catalytic and membrane supports [1,2]. Typically, the whiskers
are synthesized from the corresponding oxides above 1200 Cbya
solid-state method. Such high synthesis temperatures are required due to
the slow diffusion of the reactants; however, they limit the practical
usage of mullite whiskers [3]. Thus, the flux method has recently
emerged as an alternative method to obtain mullite whiskers [4–6]. The
advantage of the flux method is the reduction in synthesis temperature
(below 1200 C) due to the faster transport of reactants in a liquid
(molten salt) phase [7]. Moreover, when salts melt, they form a pool of
ionized cations and anions, and a strong polarising force enables the
breakdown of strong bonds of reactants such as those found in alumina
and silica compounds [8]. Another advantage of the flux method is that
mullite whiskers are produced directly in powder form in contrast to
other methods that first produce the rigid solid body of mullite before the
crushing or grinding into powder form for further applications.
In the numerous works on the flux synthesis of mullite whiskers [4,5,
9–15], the influence of various salts [5,9,12], alumina [4,5] and silica
sources [10,11], synthesis time/temperature [13], and various additives
[14,15] on mullite formation temperature and mullite whisker
morphology have been intensively investigated. Usually, Na
2
SO
4
has
been used as a flux salt when Al
2
(SO
4
)
3
and amorphous SiO
2
are used as
reactants materials. Yet, temperatures of around 900 C are required to
obtain highly crystalline mullite using this flux method.
Fluorine-containing compounds, mainly AlF
3
, have recently been
applied to synthesize crystalline mullite whiskers at lower temperatures
(~900 C) with an intermediate formation of highly reactive gaseous
species, i.e., solid-gas reaction routes [16,17]. AlF
3
provides aluminium
cations for mullite formation and fluorine ions that can catalyze the
crystallization of mullite. Nucleophilic fluoride ions can accelerate the
dissolution of alumina or silica [8]. Thus, adding a small amount of AlF
3
to the flux salt could facilitate the formation of mullite whiskers as well as
reduce the flux viscosity [18,19]. This, in turn, reduces the constraints for
mullite growth and leads to the formation of whiskers with a high aspect
ratio.
Due to its superior thermomechanical and chemical properties,
mullite is considered a promising material for reinforcing ceramic,
metallic, and composite materials [20]. Most previous studies focused on
* Corresponding author.
E-mail address: maged.bekheet@ceramics.tu-berlin.de (M.F. Bekheet).
Contents lists available at ScienceDirect
Open Ceramics
journal homepage: www.editorialmanager.com/oceram
https://doi.org/10.1016/j.oceram.2021.100145
Received 26 April 2021; Received in revised form 4 June 2021; Accepted 16 June 2021
Available online 18 June 2021
2666-5395/©2021 The Author(s). Published by Elsevier Ltd on behalf of European Ceramic Society. This is an open access article under the CC BY license (http://
creativecommons.org/licenses/by/4.0/).
Open Ceramics 7 (2021) 100145
using either in-situ formed mullite whiskers or continuous mullite fibers
[21–24]. The influence of ex-situ synthesized mullite whiskers on the
mechanical properties of composite materials was addressed in a few
works [25,26]. These works revealed that the addition of mullite whis-
kers increased the tensile and flexural strength of alumina matrices. It
was concluded that the ex-situ formed mullite whiskers, particularly
those with a high aspect ratio, can be used for reinforcing different ma-
terials such as porous ceramics for insulation, filtration, and catalysis
applications.
Accordingly, in this study, highly crystalline mullite whiskers are
grown using the fluoride-assisted flux method and the role of AlF
3
in the
mullite synthesis as well as its influence on the properties of the grown
mullite whiskers are evaluated. The as-grown mullite whiskers with high
aspect ratios are used to reinforce freeze-cast porous alumina monolith,
and their influence on the mechanical stability of the obtained porous
ceramic bodies is also investigated.
2. Materials and methods
2.1. Materials
Al
2
(SO
4
)
3
⋅18H
2
O(97%, Merck, Germany), Na
2
SO
4
(99%, Merck,
Germany), AlF
3
⋅3H
2
O(97%, Ventron, Germany), and amorphous SiO
2
from waste rice husk were used for whisker synthesis. Tert-butanol (TBA,
99%, Merck, Germany), citric acid (99%, Carl Roth, Germany), polyvinyl
butaryl (PVB, 97%, Kuraray, Japan) and high purity alumina (AKP-50,
99.99%, Sumitomo, Japan) were used for monolith fabrication by freeze
casting. Amorphous silica is obtained from waste rice husk using the
method reported elsewhere [27,28]. Briefly, waste rice husk is first
leached with a citric acid solution at 50 C for 4 h by stirring to remove
impurities such as Na, K, etc. Then, the leached samples are washed three
times with excess water and dried at 100 C overnight. They are subse-
quently calcined at 600 C for 6 h. The results of XRF and XRD charac-
terizations confirmed the chemical composition of the materials with 94
wt% of amorphous SiO
2
, see Table 1, where the rest is loss-on-ignition
and a minor amount of other metal oxides. BET analysis reveals that
the specific surface area of the obtained silica is about 234.1 m
2
/g.
2.2. Synthesis of mullite whiskers
Al
2
(SO
4
)
3
⋅18H
2
O was first calcined at 300 C for 12 h to obtain the
more stable Al
2
(SO
4
)
3
⋅3H
2
O, which allows us to weigh accurately the
exact amount required to obtain the stoichiometric mullite. Moreover,
this dehydration step is important to reduce the amount of water vapour
formed by the decomposition of Al
2
(SO
4
)
3
⋅18H
2
O during the synthesis,
which results in the degradation of the formed crystalline mullite at high
temperatures [26]. For all experiments, Na
2
SO
4
:Al
2
(SO
4
)
3
⋅3H
2
O molar
ratio was fixed at 4.6:1.0 to achieve a low melting point of the flux salt of
about 650–700 C[6]. Various amounts of AlF
3
⋅3H
2
O (corresponding to
5, 10, and 20 mol% of total aluminium atoms in the powder mixture)
were added to obtain the samples M5, M10, and M20, respectively. For
comparison, the reference sample M0 was also prepared without any
addition of AlF
3
⋅3H
2
O. The amount of silica was adjusted for each batch
to maintain a 3:2 mullite stoichiometry considering the total aluminium
amount in the powder mixtures, as shown in Table 2. The obtained
powder mixtures were manually ground in mortar and pestle for 15 min.
The mullite whiskers were grown by heating the ~11 g of powder mix-
tures in an alumina crucible (height of 40 mm and diameter of 20 mm)
covered with a lid to minimize the evaporation of salts. The samples were
heated to target temperatures (700–1000 C, see Table 2) with a heating
rate of 5 C/min and a dwell time of 3 h. The grown mullite whiskers
were separated from the flux residue by dissolving salts in hot water
under ultrasonication, followed by washing with boiling water three
times. The obtained white powders were finally filtered off and dried
overnight at 100 C in an ambient atmosphere. The final samples are
named according to the synthesis temperature, e.g., specimens obtained
from M0 at 700 C and 1100 C are named as M0-7 and M0-11,
respectively.
2.3. Fabrication of porous monolith
Among all samples, mullite whiskers grew from the powder mixture
containing 20 mol. % of AlF
3
at 1000 C (M20-10) possess the highest
aspect ratio of 37.86 11.73. Therefore, the sample M20-10 was chosen
for the fabrication of mullite-alumina porous monoliths, as described
below. Several mullite alumina (MA) powder mixtures were prepared by
mixing alumina powder with the mullite whiskers in the weight ratio of
100:0 (MA0), 95:5 (MA5), 90:10 (MA10) and 80:20 (MA20). 15 g of the
MA powder mixture was then added into 15 g of hot premixed TBA so-
lution at 50 C. The premixed TBA solution contains 2 wt% citric acid as a
dispersant and 1 wt% PVB as a binder. This slurry was stirred for 30 min
while maintaining the temperature at 50 C. The obtained slurry was
poured into an acrylic glass mold and cooled with a 2 C/min rate until it
has frozen completely. Details about the freeze casting setup are pre-
sented elsewhere [29]. The solidified cylindrical samples (with a diam-
eter of 10 mm and a height of 25 mm) were dried in a freeze dryer (VaCo
5, Zirbus, Germany) under a vacuum (60 C and 0.1 mbar). Dried
samples were sintered at 1500 C with a 5 C/min heating rate and 2 h of
dwell time.
2.4. Characterization of mullite whiskers
The crystallinity and phase compositions of the samples were
analyzed by X-ray powder diffraction technique in a D8 Advance (Bruker,
Germany) using CoK
α
radiation in the 2θrange of 10–90with a step size
of 0.02and step time of 8 s. Rietveld refinement of the powder XRD data
was performed using the FullProf suite [30]. The profile function of
ThompsonCox Hastings pseudo-Voigt convoluted with axial divergence
asymmetry was used in all refinements [31]. The resolution function of
the diffractometers was obtained from the structure refinement of a LaB
6
standard. The microstructure of synthesized powders was analyzed with
a scanning electron microscopy (SEM) (LEO 1530, Zeiss, Germany),
where a small amount of powder was stuck to the adhesive carbon tape
Table 1
The chemical composition of the rice husk derived amorphous silica determined by XRF (the elements are expressed as their most abundant oxide).
Oxides SiO
2
Al
2
O
3
Fe
2
O
3
MnO MgO CaO Na
2
OK
2
O TiO
2
P
2
O
5
L.O⋅I
wt% 94.34 <0.2 <0.5 0.01 0.07 <0.3 <0.12 <0.1 0.05 0.2 4.11
Table 2
Specimens studied in this work.
Sample Synthesis
temperature, C
The molar ratio of components
Al
2
(SO
4
)
3
⋅3H
2
ONa
2
SO
4
AlF
3
⋅3H
2
O SiO
2
M0-10 1000 1.0 4.6 –0.67
M5-10 0.11 0.70
M10–10 0.22 0.74
M20–10 0.5 0.83
M0-11 1100 –0.67
M20–11 0.5 0.83
M0-9 900 –0.67
M20–90.5 0.83
M0-8 800 –0.67
M20–80.5 0.83
M0-7 700 –0.67
M20–70.5 0.83
A. Abdullayev et al. Open Ceramics 7 (2021) 100145
2
and then sputtered with gold layer. The average dimension of mullite
whiskers was determined from SEM images using image analysis soft-
ware ImageJ [32]. At least ten randomly selected particles were studied
to get the average length and aspect ratio of the mullite whiskers. The
formation of mullite whiskers from the precursor powder mixture was
investigated by thermogravimetric (TG) and differential thermal analysis
(DTA) using the STA 449F3 (Netzsch, Germany). The powder mixtures
were heated in an alumina crucible up to 1200 C at a heating rate of 10
C/min under an atmosphere of oxygen and argon (20 vol% O
2
–80 vol%
Ar). For some samples, effluent gases from TG-DTA were analyzed using a
mass spectroscopy (MS) devise (GSD-320 O1, Pfeiffer Vacuum,
Germany).
2.5. Characterization of MA monoliths
Shrinkage of MA monoliths was determined by measuring the
diameter of monoliths before and after sintering. The porosity of samples
was measured by the Archimedes method using water according to the
ASTM C-373-18 standard [33]. The percentage of open porosities in the
MA monoliths was calculated according to Eq. (1):
P¼100 *Wsat WdryWsat Wim;(1)
where P is the percentage of open porosities and W
dry
,W
sat
, and W
im
are
the weights of dry, saturated, and immersed (in water) monoliths,
respectively. Pore size distribution was analyzed with a mercury intru-
sion porosimeter (MIP) (2000 WS, Carlo Erba, Italy).
The microstructure of monoliths was investigated via SEM (LEO
1530, Zeiss, Germany). The specimens for SEM characterization were cut
from the prepared monolith using a diamond disc and then sputtered
with a gold layer. Measurement of the compressive strength of monoliths
with ~10 mm diameter and 15 mm height were performed with a Ret-
roLine testing machine (Z005, Zwick Roell, Germany), where at least 3
replicas from each sample were tested and the average values obtained.
3. Results and discussion
3.1. Effect of AlF
3
on the mullite formation
3.1.1. Effect of AlF
3
content on the phase composition
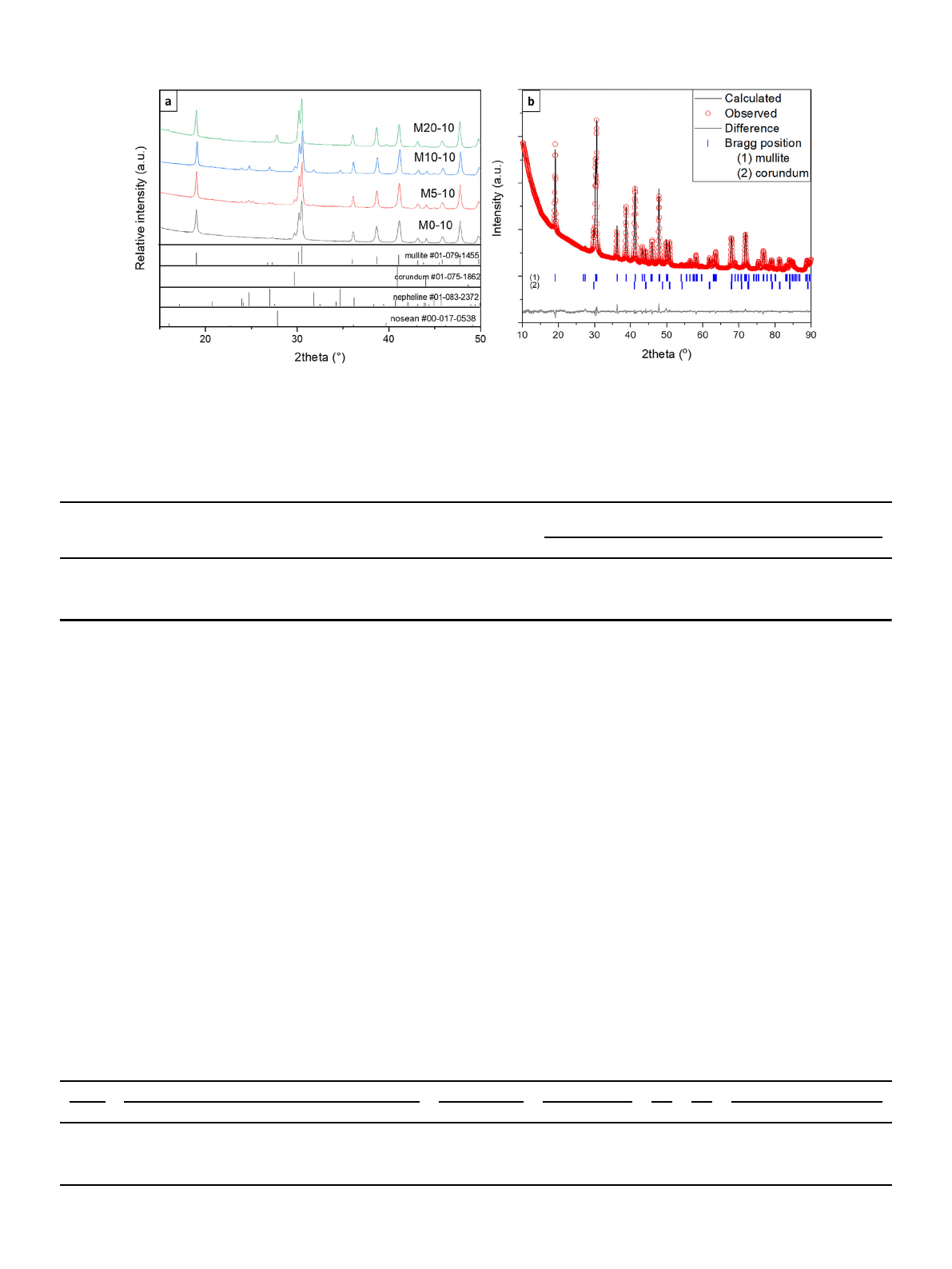
As shown in Fig. 1 a, b and Table 3, the mullite whiskers grown from
AlF
3
-free precursor at 1000 C contains 13 wt% of corundum (
α
-Al
2
O
3
)as
an impurity in addition to the mullite phase. The formation of corundum
at these experimental conditions is consistent with previous works,
which reported that both corundum and mullite phases are
Fig. 1. a) XRD patterns of mullite whiskers synthesized at 1000 C without AlF
3
⋅3H
2
O (M0-10) and with 5 (M5-10), 10 (M10-10) and 20 (M20-10) mol% of
AlF
3
⋅3H
2
O. b) Structure refinement of X-ray powder diffraction data collected at room temperature using the orthorhombic structure of mullite (i.e., SG: Pbam)
showing the observed (red circle), calculated (black solid line) and difference (gray solid line) intensities, as well as the calculated Bragg reflections (blue tick marks).
(For interpretation of the references to colour in this figure legend, the reader is referred to the Web version of this article.)
Table 3
Composition (wt.%) of crystalline phases in the synthesized powders from the Rietveld analysis of the XRD data; standard deviations are shown in parentheses.
Sample Mullite Corundum Nepheline (Na
4
Al
4
Si
4
O
16
)Nosean (Na
8
Al
6
Si
6
O
24
(SO
4
) Mullite and alumina weight fraction (%) without considering nepheline or
nosean
Mullite Corundum
M0-10 87.0 (0.68) 13.0 (0.25) –– 87.0 13.0
M5-10 85.8 (0.53) 11.3 (0.12) 2.9 (0.15) –88.4 11.6
M10–10 82.7 (0.49) 11.7 (0.13) 5.6 (0.12) –87.7 12.3
M20–10 92.4 (0.64) 3.0 (0.13) –4.6 (0.12) 96.9 3.1
Table 4
Rietveld refinement results with cell parameters, crystallite size and calculated molar content of Al
2
O
3
of mullite.
Cell parameters of mullite Crystallite size, Å Max. strain, *10
¡3
R
wp
Х
2
Al
2
O
3
content of mullite, mol%
abc
M0-10 7.56688 (0.00019) 7.69614 (0.00016) 2.88106 (0.00006) 525.2 (0.53) 1.46 (0.0156) 3.42 4.60 63.8
M5-10 7.56552 (0.00019) 7.69801 (0.00016) 2.88332 (0.00006) 624.6 (0.40) 1.52 (0.0151) 3.10 4.94 63.6
M10-10 7.56770 (0.00019) 7.69914 (0.00016) 2.88440 (0.00006) 669.8 (0.64) 1.53 (0.0103) 3.23 4.82 63.9
M20-10 7.56575 (0.00024) 7.69597 (0.00020) 2.88439 (0.00007) 726.2 (0.50) 1.64 (0.0096) 3.39 6.39 63.7
A. Abdullayev et al. Open Ceramics 7 (2021) 100145
3
thermodynamically stable in the salt flux at the synthesis conditions [5].
However, using an excessive amount of silica could facilitate the for-
mation of the mullite phase and suppress the transformation of the
reactive alumina phase into corundum [5,9,10]. No remarkable change
in the amount of corundum phase was observed in the M5-10 and
M10-10 samples when a small amount of AlF
3
was applied during the
synthesis. For example, samples M5-10 and M10-10 contain around 12
wt% of corundum as a side phase, without taking into account nepheline
(Na
4
Al
4
Si
4
O
16
). In contrast, the amount of corundum was significantly
decreased to ~3 wt% when a higher amount of AlF
3
was used (i.e., in the
M20-10 sample). From these results, it can be concluded that the mullite
formation reaction can also be facilitated with the aid of AlF
3
while
suppressing corundum formation.
Crystallite sizes and cell parameters of mullite whiskers are deter-
mined from Rietveld refinement of XRD data and are presented in
Table 4. With increasing AlF
3
content in the precursors, the crystallite
size of mullite whiskers also increases from 52.5 nm to 72.6 nm, which is
due to the decrease in the viscosity of salt flux. This decrease in flux
viscosity leads to lesser constraints for crystal growth, resulting in larger
crystallites [14,15].
Mullite has an orthorhombic crystal structure with stoichiometries
ranging from relatively silica-rich 3Al
2
O
3
⋅2SiO
2
(3:2 mullite) to alumina-
rich 2Al
2
O
3
⋅SiO
2
(2:1 mullite). The length of the a-axis has a linear
relationship with the molar content of Al
2
O
3
in mullite, i.e., the chemical
composition of mullite can be estimated using the equation proposed by
Ban and Okada [34]:
Al
2
O
3
(mol. %) ¼1443 (length of an axis in nm) - 1028.06 (2)
The mullite whiskers obtained in this work have around 64 mol%
Al
2
O
3
(see Table 4) which corresponds to an Al
2
O
3
:SiO
2
ratio of 1.8.
These results suggest that the obtained mullite has a chemical composi-
tion between 3:2 and 2:1 mullites. This region is known as the stability
region of mullite and is considered a technically promising composition
[35]. Moreover, these results indicate that the molar content of Al
2
O
3
in
the obtained mullites is independent of the AlF
3
amount.
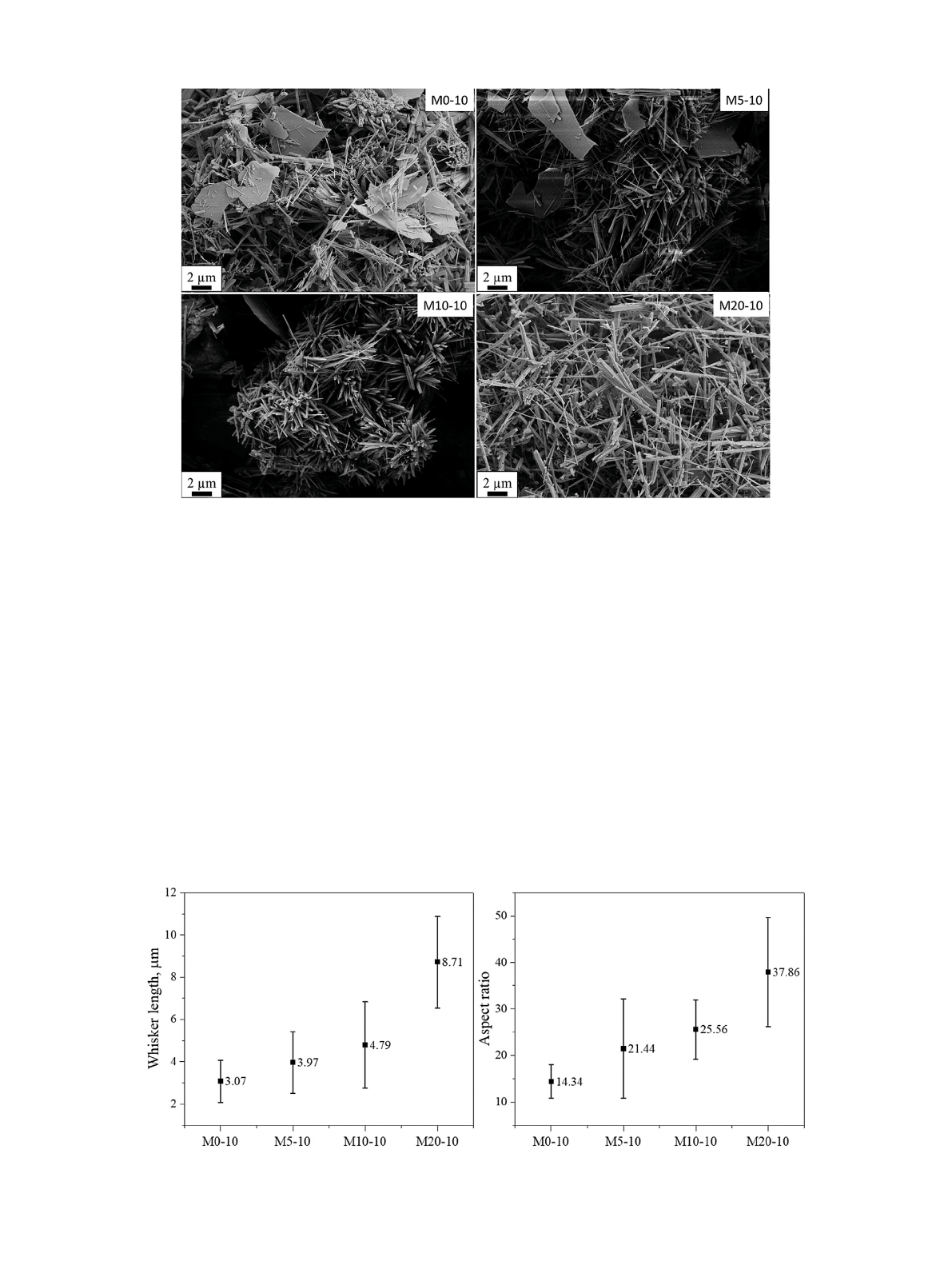
Fig. 2. The microstructure of mullite whiskers synthesized at 1000 C without AlF
3
⋅3H
2
O (M0-10) and with 5 (M5-10), 10 (M10-10) and 20 (M20-10) mol%
of AlF
3
⋅3H
2
O.
Fig. 3. Length and aspect ratio of mullite whiskers obtained at 1000 C as a function of AlF
3
content. With increasing AlF
3
content, the length and aspect ratio of
mullite whiskers increased.
A. Abdullayev et al. Open Ceramics 7 (2021) 100145
4
3.1.2. Effect of AlF
3
content on the microstructure
Fig. 2 shows SEM images of mullite samples synthesized at 1000 C
using different amounts of AlF
3
. The morphology of the samples is
changed from platelet-like to needle-like particles with increasing the
amount of AlF
3
in the precursors. This finding is consistent with the
previous works that report the needle-like microstructure of mullite
synthesized by the flux method [9]. Platelet-like particles can be attrib-
uted to the unreacted alumina, which agrees with previous work that
showed the formation of similar alumina platelets in the Na
2
SO
4
-
–Al
2
(SO
4
)
3
flux [6]. The small amount of glassy-like particles observed in
some samples might be related to unreacted amorphous silica [5,17].
As depicted in Fig. 3, the length and aspect ratio of mullite whiskers
also increase with increasing AlF
3
amount in the starting precursors. M0-
10 contains mullite whiskers with an average length and aspect ratio of
3.07 1.00
μ
m and 14.34 3.59, respectively, while sample M20-10
exhibited an average mullite whisker length and aspect ratio of 8.71
2.17
μ
m and 37.86 11.73, respectively. The greater aspect ratio of the
whisker means more excellent mechanical stability [36]. The length of
mullite whiskers depends on flux viscosity, whereas their growth in the c
direction is facilitated in the low viscous flux system. Here AlF
3
has led to
the formation of flux with low viscosity. Consequently, fewer constraints
exist to hinder the growth of anisotropic whiskers [15].
The size of whiskers is crucial because fine whiskers are challenging
to handle, causing high health risks. Thus, the synthesis of mullite with a
longer length and high aspect ratio would not only be advantageous for
reinforcing, but also enable easier handling [37].
3.1.3. Effect of AlF
3
on the formation temperature of mullite
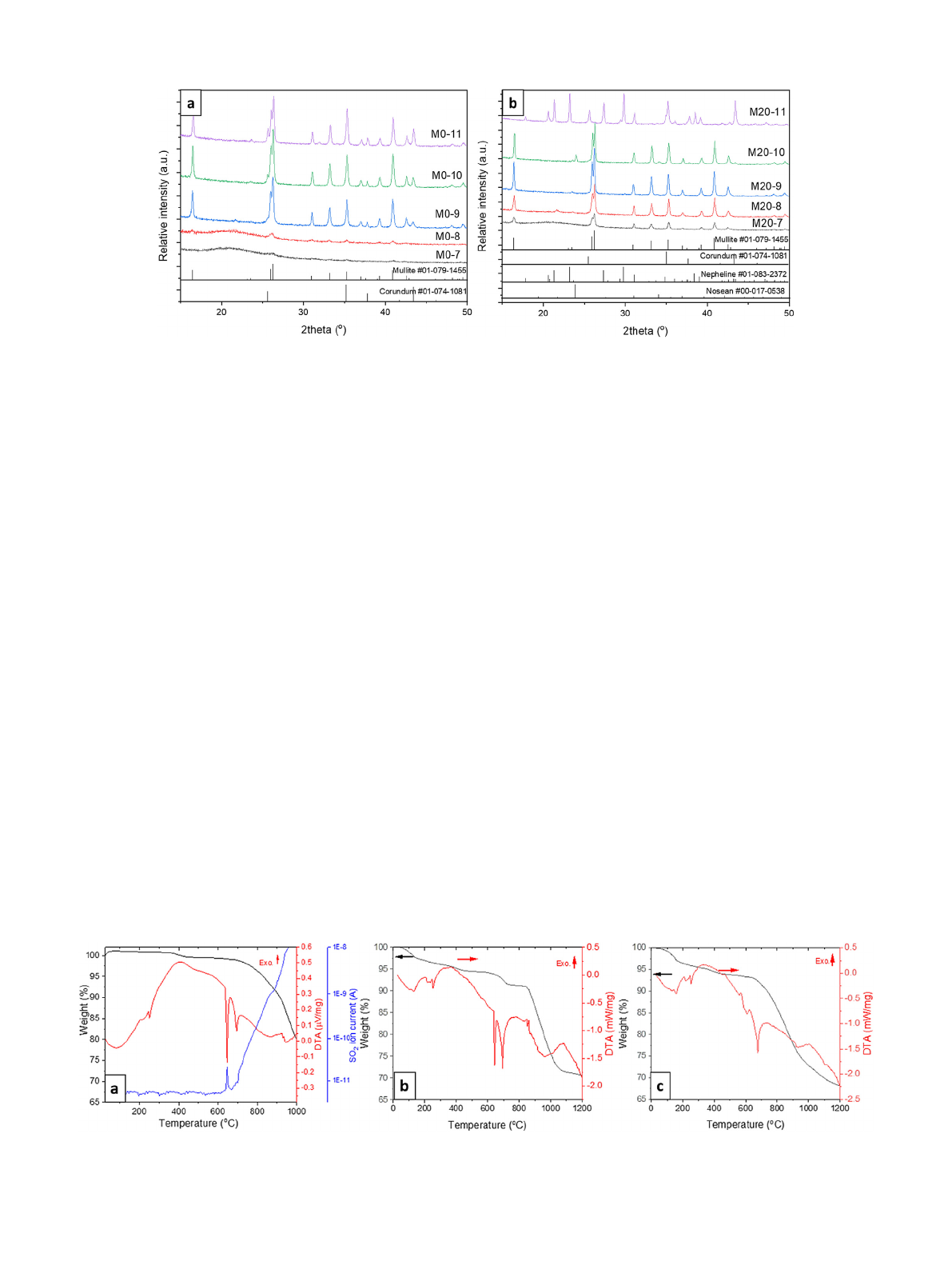
Fig. 4 a and b show the XRD patterns of the specimens obtained from
M0 and M20 samples at different temperatures, respectively. As shown in
Fig. 4a, only small amounts of nanocrystalline mullite are formed in M0-7
and M0-8 samples upon the heating of AlF
3
-free precursor M0 at 700 C
and 800 C, respectively. Highly crystalline mullite whiskers were
formed in the M0-9, M0-10, and M0-11 by increasing the synthesis
temperatures above 900 C. This finding agrees with the literature,
where it is reported that although mullite starts to crystallize at 800 Cin
the Na
2
SO
4
–Al
2
(SO
4
)
3
flux, temperatures higher than 900 C are required
to obtain highly crystalline mullite [38].
As displayed in Fig. 4b, the addition of 20 mol% of AlF
3
to the salt flux
lowers the formation temperature of mullite to 700 C, and highly
crystalline mullite can be obtained at 800 C. In contrast to M0, above
900 C, nosean (Na
8
Al
6
Si
6
O
24
(SO
4
) and nepheline (Na
4
Al
4
Si
4
O
16
) are
observed in M20–9 and M20-10 samples. Moreover, when the synthesis
temperature of 1100 C was applied, there was no mullite observed, but
only corundum and nepheline phases. These results are consistent with
previous works that reported the decompositions of mullite into
corundum and sodium aluminosilicate at higher synthesis temperatures
(e.g., 1200 C[39] or 1400 C[15]) even in the absence of AlF
3
. How-
ever, these results show that the addition of AlF
3
leads to the decompo-
sition of mullite even at lower temperatures, which can be attributed to
the higher nucleophilicity of fluoride ions in the flux.
3.1.4. Mechanism of mullite formation
The mechanism of the formation of mullite whiskers in the presence
of AlF
3
was followed by thermal analysis. Fig. 5 a, b and c show TG-DTA
curves collected during heating of the powder mixtures of flux-forming
salts only (Al
2
(SO
4
)
3
þNa
2
SO
4
) (referred as S0), M0 and M20, respec-
tively. Both M0 and M20 precursors exhibit small weight losses (3.0 wt%
in case of M0 and 3.6 wt% in case of M20) during heating up to 200 C,
accompanied by a broad endothermic peak that can be attributed mainly
to the evaporation of moisture and dehydration of AlF
3
⋅3H
2
O[40]. For
all samples, a sharp endothermic peak observed at temperature 250 C
Fig. 4. XRD pattern of the samples obtained from a) AlF
3
-free M0 powder mixture and b) M20 powders containing 20 mol% AlF
3
at synthesis temperatures of 700 C
(M0-7 and M20-7), 800 C (M0-8 and M20-8), 900 C (M0-9 and M20-9), 1000 C (M0-10 and M20-10) and 1100 C (M0-11 and M20-11).
Fig. 5. (a) Simultaneous thermal analysis (STA) of flux-forming salts, i.e. Al
2
(SO
4
)
3
and Na
2
SO
4
: the evolution of SO
2
gas is observed by in situ mass spectrometry
(blue solid line). (b–c) TG-DTA analysis during the formation of mullite whiskers from (b) AlF
3
-free powder mixture (M0) and b) powder mixture containing 20 mol%
AlF
3
(M20). (For interpretation of the references to colour in this figure legend, the reader is referred to the Web version of this article.)
A. Abdullayev et al. Open Ceramics 7 (2021) 100145
5
Loading more pages...