
Techno-economic assessment
of jet fuel production using the
Fischer-Tropsch process from
steel mill gas
Jason Collis
1
, Karsten Duch
2
and Reinhard Schomäcker
1
*
1
Technical Chemistry, Institute of Chemistry, Technische Universität Berlin, Berlin, Germany,
2
Process
Dynamics and Operations Group, Technische Universität Berlin, Berlin, Germany
In order to reduce human-made global warming, the aviation industry is under
pressure to reduce greenhouse gas (GHG) emissions. Production of sustainable
aviation fuel (SAF) from steel mill gases could help reduce the emissions
intensity of jet fuel. This study presents a simulation, techno-economic
assessment, and GHG emissions assessment of a Fischer-Tropsch (FT)
process using two steel mill gases (coke oven gas and blast furnace gas) as
feedstock. The process was analysed both with and without carbon capture and
storage (CCS) to reduce process emissions. The minimum viable selling price
(MVSP) was determined to be 1,046 €/tonne for the standard scenario and 1,150
€/tonne for the CCS scenario, which is higher than the fossil-fuel-based
benchmark (325–1,087 €/tonne since 2020), although similar to the lowest
costs found for other SAF benchmarks. The GHG emissions intensity was found
to be 49 gCO
2
-eq./MJ for the standard scenario and 21 gCO
2
-eq./MJ with CCS,
far lower than the 88 gCO
2
-eq./MJ average for the conventional benchmark
and in the mid-lower range of found emissions intensities for other SAF
benchmarks. When a CO
2
tax of 130 €/tonne is considered, the MVSP for
the standard scenario increases to 1,320 €/tonne while the CCS scenario
increases to 1,269 €/tonne, making them cost-competitive with the fossil-
fuel benchmark (797–1,604 €/tonne). The studied process offers economically
viable small-to-medium scale SAF plants (up to 50 kt/y SAF) at a CO
2
tax of
190 €/tonne or higher for the CCS scenario and 290 €/tonne or higher for the
standard scenario.
KEYWORDS
techno - economical assessment, GHG, emissions, Fischer - Tropsch synthesis, Fischer
Tropsch (FT), sustainable aviation fuel (SAF), steel
1 Introduction
In order to meet the pledges made in the Paris climate agreement to limit global
warming to 2°C, greenhouse gas (GHG) emissions must be significantly decreased over
the next few decades (IPCC, 2022). The steel industry is a major contributor, making up
about 7%–9% of global GHG emissions (World Steel Association, 2020a;Tsupari et al.,
2015). It is also growing at a fast rate, averaging 6.9% annual growth from 2000 to 2014
OPEN ACCESS
EDITED BY
Hyungwoong Ahn,
University of Edinburgh,
United Kingdom
REVIEWED BY
Brenno Menezes,
Hamad bin Khalifa University, Qatar
Navid Khallaghi,
The University of Manchester,
United Kingdom
*CORRESPONDENCE
Reinhard Schomäcker,
SPECIALTY SECTION
This article was submitted to Carbon
Capture, Utilization and Storage,
a section of the journal
Frontiers in Energy Research
RECEIVED 20 September 2022
ACCEPTED 21 November 2022
PUBLISHED 07 December 2022
CITATION
Collis J, Duch K and Schomäcker R
(2022), Techno-economic assessment
of jet fuel production using the Fischer-
Tropsch process from steel mill gas.
Front. Energy Res. 10:1049229.
doi: 10.3389/fenrg.2022.1049229
COPYRIGHT
© 2022 Collis, Duch and Schomäcker.
This is an open-access article
distributed under the terms of the
Creative Commons Attribution License
(CC BY). The use, distribution or
reproduction in other forums is
permitted, provided the original
author(s) and the copyright owner(s) are
credited and that the original
publication in this journal is cited, in
accordance with accepted academic
practice. No use, distribution or
reproduction is permitted which does
not comply with these terms.
Frontiers in Energy Research frontiersin.org01
TYPE Original Research
PUBLISHED 07 December 2022
DOI 10.3389/fenrg.2022.1049229

(He and Wang, 2017;World Steel Association, 2020b), and
production is expected to exceed 2,200 Mt worldwide by 2050
(Bellevrat and Menanteau, 2009), resulting in an associated
emissions increase. Therefore, solutions to drastically reduce
the emissions intensity of steel production are required if the
Paris agreement pledges are to be met. While processes such as
direct reduction using renewable hydrogen or iron ore
electrolysis are promising long-term solutions, these are not
yet technologically or economically feasible at an industrial
scale (Fischedick et al., 2014;Hasanbeigi et al., 2014). In
addition, the lifetime of steel mills is typically around
30–50 years (Sekiguchi et al., 2015), making it difficult to
implement novel steel-making processes that would reduce
emissions in the time frame required. Consequently, solutions
must be found that can be retrofitted to existing steel mills
without requiring expensive alterations to the mills
themselves. The most promising such technologies involve
capturing the flue gases emitted from steel mills, which can
then be either sequestrated or utilized to produce value-added
products such as chemicals or fuels (Gabrielli et al., 2020). As
most chemicals and fuels are conventionally produced from fossil
resources, producing them from captured carbon-intensive waste
gases could reduce GHG emissions, as the emissions that would
have ended up in the atmosphere are instead converted into a
valuable product (Abanades et al., 2017;Gabrielli et al., 2020).
Although the GHG emissions are still released into the
atmosphere at the products end of life, they have already been
re-used and therefore the overall emissions of the process are
decreased, as well as avoiding the need for exploitation of new
fossil carbon (Artz et al., 2018).
Sustainable aviation fuel (SAF) is one such valuable product
that could feasibly be produced from steel mill gas using the
Fischer-Tropsch process. Similarly to the steel sector, the aviation
industry faces difficult decarbonisation challenges over the next
few decades; zero-emission flights powered by electricity or H
2
face serious technological development difficulties as of 2022,
and are not predicted to enter widespread use until the 2040s
(Hemmings et al., 2018;Bauen et al., 2020). Aviation is currently
responsible for about 2% of global GHG emissions, and air traffic
is expected to increase by 3.5% per year until 2038 (IATA, 2018).
SAFs are currently touted by many aviation companies as a way
of decreasing emissions in shorter time frames without retiring
current planes or reducing air traffic(KLM, 2022;Lufthansa,
2022). Several countries and regions have introduced policies
such as blending requirements for SAF or national support
schemes, such as Norway, the Netherlands, California, and the
UK, and aviation is included in the emissions trading schemes of
the EU and New Zealand (Scheelhaase et al., 2019). However, in
2019 they made up less than 0.01% of the total aviation fuel
market (IEA, 2019), costs are three to six times as high as
conventional fossil-fuel-based aviation fuel (Hemmings et al.,
2018), and they generally require further technological
development.
There are several possible processes to produce SAFs, such as
using waste-derived fatty acids, pyrolysis, hydrothermal
liquefaction, Fischer-Tropsch synthesis (FT), power-to-liquid
FT, and alcohol-to-jet (Bauen et al., 2020;Farooq et al., 2020;
Huq et al., 2021). Nevertheless, many of these routes also face
their own problems. Bio-based routes often require crops, which
increases land use resulting in land change impacts, whereas fuels
produced using electricity (e-fuels) require exceedingly large
amounts of renewable electricity which could otherwise be
used to reduce the emissions intensity of the grid (Ausfelder
and Wagemann, 2020). Aviation fuel produced from steel mill
gas with a FT process, however, would not have either of these
problems, as it directly captures and utilizes industrial waste
gases. Knowledge of the economic competitiveness of this fuel is
crucial to determining its viability for industrial-scale use.
2 Background
2.1 Steel-making process and flue gases
Most steel produced worldwide (74.3%) uses the integrated
steel mill process, which converts iron ore into crude iron in a
blast furnace (BF) using coke as a reducing agent, before being
melted into steel in a basic oxygen furnace (BOF) (Uribe-Soto
et al., 2017). The electric arc furnace (EAF) is the next most
common process, which melts scrap metal and pig iron to
produce steel (Mazumdar and Evans, 2009). There are a
variety of processes in development aiming to reduce the
GHG emissions of steel production, which are classified into
two groups by the European Steel Association (EUROFER,
2019): Smart Carbon Usage, which involves capturing the
CO
2
emissions produced by the steel mill and either storing
or utilizing them, and Carbon Direct Avoidance, which describes
novel steelmaking processes that inherently avoid emissions,
such as recycling and reusing CO in the blast furnace, or
replacing coke as a reducing agent with H
2
, biomass, or
electricity (Tsupari et al., 2015;Wei et al., 2013). While by the
end of the century most steel mills will feature a Carbon Direct
Avoidance process, forecasts indicate that in 2050 more than 50%
of steel will still be produced by the integrated BF-BOF process
due to long mill lifetimes and investment cycles in the industry
(Arens et al., 2017;EUROFER, 2019). To limit climate change to
acceptable levels, Smart Carbon Usage such as CCU and CCS
must therefore play a major role in reducing GHG emissions
from steel mills in 2050 (Rogelj, 2018).
In an integrated steel mill, coke is prepared by heating coal
under an air-free atmosphere, by which organic components
(mostly CH
4
and H
2
) are released as coke oven gas (COG). The
coke is then loaded into the BF which iron ores in the form of
pellets, lump ores, or sinter, where they are reduced to pig iron
(carbon content of 4.5%) by the CO released from oxidation of
the coke. Blast furnace gas (BFG) is released in this step,
Frontiers in Energy Research frontiersin.org02
Collis et al. 10.3389/fenrg.2022.1049229
containing mostly N
2
,CO
2
, and CO. Lastly, oxygen is blown
across the molten pig iron in the BOF, releasing basic oxygen
furnace gas (BOFG). The compositions and relative amounts of
these three steel mill gases are shown in Table 1.
Currently, these steel mill gases are either combusted to
produce electricity or heat, or are flared, resulting in
substantial GHG emissions and providing little economic
value to the steel mill. It could be more cost-effective to
obtain potentially valuable components such as CO and H
2
from steel mill gas than from conventional fossil-fuel-based or
low-carbon sources, even after accounting for the value these
gases provide to the steel mill in terms of heat and electricity
(Collis et al., 2021). In most scenarios, it would also reduce the
emissions of the steel mill, as the combustion of steel mill gas for
electricity has a relatively high emissions intensity
(0.64–0.82 tons-CO
2
-eq./ton steel mill gas combusted) (Collis
et al., 2021). CO and H
2
in particular can be mixed to create
syngas, which can then be used as feedstock to produce fuels
through a FT reaction.
2.2 Low-emissions solutions for aviation
The aviation sector is also under significant public and
political pressure to cut emissions, as predictions state that
emissions from the industry could double or triple from
2020 levels by 2050 (Gössling et al., 2021). There is a lack of
promising technological options to reduce emissions from the
industry in the short term. Three decarbonisation options are
considered the most likely to become widely adopted; electric
planes, hydrogen-powered planes, and the use of sustainable
aviation fuel (SAF).
Electric planes require batteries with an energy density four
to eight times higher than is currently possible and are only
expected to see widespread use after 2040, firstly for smaller
regional flights which make up less than 1% of global aviation
emissions (Epstein and O’Flarity, 2019;Alexander et al., 2020;
Krishnamurthy and Viswanathan, 2020). Take-off is also
somewhat problematic for electric aeroplanes, as it requires
significantly more thrust than coasting once in the air. With
sufficient developments in battery technology, they could become
the most efficient, quiet, and sustainable option for air travel in
the long term future (Seeley et al., 2020). However, they will not
make a significant impact in reducing GHG emissions from
aviation in the next 2 decades.
Hydrogen-powered planes utilizing fuel cells are often
mentioned as another possible low-emissions alternative.
However, the energy density of H
2
(3.6 MJ/L) is significantly
lower than that of aviation fuel (35.1 MJ/L). Gray et al. (2021)
calculate that a fuel volume of 63,884 L of H
2
at 700 bar or
35,935 L of cryogenic H
2
would be required for short/medium-
distance flights, compared with only 9,007 L of ordinary jet fuel.
For long-distance flights, this translates to a required fuel mass of
about 119% of the maximum take-off weight using compressed
H
2
and 71.3% when using cryogenic H
2
, while baseline jet fuel
requires only 20.1% of the maximum take-off weight (Gray et al.,
2021). Naturally, this excludes the possibility of H
2
for long-
distance or even medium-distance flights with aeroplanes similar
to those currently in use. Drastic design differences would be
needed for hydrogen-powered planes to become viable.
SAFs are a promising option for short-to-mid-term
emissions reduction. As they are designed to meet
international jet fuel specifications, they can be used as a
direct substitute for (or blended with) conventional fossil-fuel-
based jet fuel. This avoids the need for changes to aircraft design
and could potentially enable faster emissions reductions, as the
currently operating aircraft fleet would not have to be phased out
for new lower-emissions aircraft. Therefore, they are probably
the most realistic option for short-term emissions reductions in
the aviation industry.
Due to their low market share (0.01% in 2019) (IEA, 2019),
there are several incentives by governments to increase the
TABLE 1 The composition, amount, and heating value for each steel mill gas for a modern steel mill producing 6 Mt/yr of steel (Uribe-Soto et al., 2017).
Mole composition (%) BFG BOFG COG
CO 23.5 54 4.1
CO
2
21.6 20 1.2
H
2
3.7 3.2 60.7
CH
4
0 0 22.0
C
x
H
y
00 2
N
2
46.6 18.1 5.9
H
2
O 4.0 4 4
Ar + O
2
0.6 0.7 0.2
Flow rate (Nm
3
/h) 730,000 35,000 40,000
LHV (kJ/Nm
3
) 3,365 7,163 15,660
Thermal power (MW) 682 70 174
Frontiers in Energy Research frontiersin.org03
Collis et al. 10.3389/fenrg.2022.1049229
amount of SAFs used, which range from investment for
production of SAFs to incentives for use in aircraft
(Scheelhaase et al., 2019). Currently, Norway, Sweden, and
France have a 1% SF blending requirement for aircraft in
their territories, while the EU has announced targets of 2% by
2025, 5% by 2030, and 63% by 2050 (Malicier, 2022). The UK is
even more ambitious, with targets of 10% by 2030 and 75% by
2050. California currently also incentivizes SAF blending
(California Air Resources Board, 2020), and the US has
introduced several policies such as a 1.5 USD/gallon credit for
blenders supplying SAF, as well as a one billion USD grant to
support SAF projects and producers (IATA, 2021).
SAFs can be produced through a variety of processes. Bio-
based routes are some of the most technologically advanced
routes, such as kerosene (jet fuel) produced from hydroprocessed
esters and fatty acids (known as HEFA-SPK), which is
commercially available with a technology readiness level
(TRL) of 8 (Commercial Aviation Alternative Fuels Initiative,
2021). This process reacts renewable H
2
with alkenes and
aromatics to form cycloalkanes and paraffins and currently
makes up the largest fraction of SAFs used due to its
technological readiness and low cost (1,100–1,350 €/tonne)
(Bauen et al., 2020). Another bio-based process is the
production of isoparaffins from hydroprocessed fermented
sugars, also known as direct sugar to hydrocarbon routes
(DSHC), which uses yeast or algae to convert sugar to
hydrocarbons. This process has a TRL in the range of 7-8,
indicating they are also close to industrial-scale production.
However, this process is thus far comparatively expensive
(4,000 €/tonne) (Bauen et al., 2020). Alcohol-to-jet (ATJ-SPK)
is another promising process producing SAFs from biomass
through fermentation of sugars to alcohols, with Yao et al.
estimating relatively low costs of 1,080–1,550 €/tonne (Yao
et al., 2017). Biomass pyrolysis to produce crude oil is also
commercially available, but the process to refine pyrolysis oils
to fuel is still in the demonstration phase (TRL 6). Additionally,
biomass gasification followed by FT refining (FT-SPK) is nearing
commercial readiness (TRL 7–8) (Im-orb et al., 2015), but faces
difficulties with cost due to the small scale FT required for
biomass process (IRENA, 2016). Currently, feedstock scarcity
and land availability are major issues for scaling up bio-based
SAF processes. To produce biomass at the scales required for
aviation would require large quantities of land and water, which
could heavily restrict its growth potential or have negative
environmental impacts (Sheehan, 2009).
Other than bio-based SAF production, jet fuel produced from
CO
2
and electrolytically produced H
2
(falling under the broad
term of e-fuels) is another commonly assessed route (Ausfelder
and Wagemann, 2020;Ramirez et al., 2020;Agarwal and Valera,
2022). This process uses water and electricity produced from
renewable energy sources to produce H
2
in an electrolyser.
Syngas (a CO and H
2
mixture usually made from coal or
natural gas) is made from this H
2
and CO
2
(which could be
captured from a point source or directly from the air) and is then
reacted in a FT process and refined to produce aviation fuel
(Hannula et al., 2020). The technology is not yet in industrial-
scale commercial use (TRL 6–7), largely due to the currently high
costs of electrolytic H
2
and the small scales of currently available
electrolysers (Bauen et al., 2020). However, it is expected that
costs for electrolytic H
2
will reduce in the future, which would
make this process route more attractive, although it is yet unclear
if it can be cost-competitive with conventional jet fuel (Glenk and
Reichelstein, 2019). The high electricity and water demand are
both an issue, as well as building the large electrolysers required
to produce a substantial amount of jet fuel within the short time
frames stated in the Paris agreement (Ueckerdt et al., 2021).
2.3 Fischer-Tropsch synthesis and refining
Fischer-Tropsch synthesis (FT) is a process that produces
synthetic crude oil from syngas using metal catalysts. It is an
established process and is mainly used in locations with extensive
coal or gas reserves, but little oil, such as South Africa, which
currently operates the largest FT plants. In the FT process, syngas
enters a FT reactor where straight-chain alkanes are produced.
Three main reactions occur in the FT reactor: the FT reaction,
methanation, and water-gas shift (de Klerk, 2011a).
CO +2H2→−CH2−
()
+H2O
CO +3H2→CH4+H2O
CO +H2O→CO2+H2
As well as alkanes, olefins, and oxygenates are formed in the
FT reactor; however, these are usually disregarded in the reaction
kinetics of most FT studies due to their low quality. The range of
hydrocarbons produced in the FT reaction varies from chain
lengths of one to over 100 carbon atoms and are usually modelled
using the Anderson Schulz Flory (ASF) distribution, which uses a
chain growth probability factor α(with 0 ≤α≤1) to determine
the molecular distribution of hydrocarbon chain lengths
(Albuquerque et al., 2019). The weight fractions of the
molecular distribution are determined as follows (Hillestad,
2015):
wnnαn−11−α
()
2
where w
n
is the weight fraction, n is the number of carbon atoms
and αis the chain growth probability factor. The methanation
reaction is shown separately from the FT reaction as short-chain
hydrocarbons, and especially methane, are usually
underrepresented in the ASF distribution. This can be
rectified by either using two αvalues in the ASF distribution,
one for C1-C10 hydrocarbons and one for C10+, or by including
the methanation reaction as its own reaction, which then no
longer depends on the ASF distribution to determine methane
quantities.
Frontiers in Energy Research frontiersin.org04
Collis et al. 10.3389/fenrg.2022.1049229
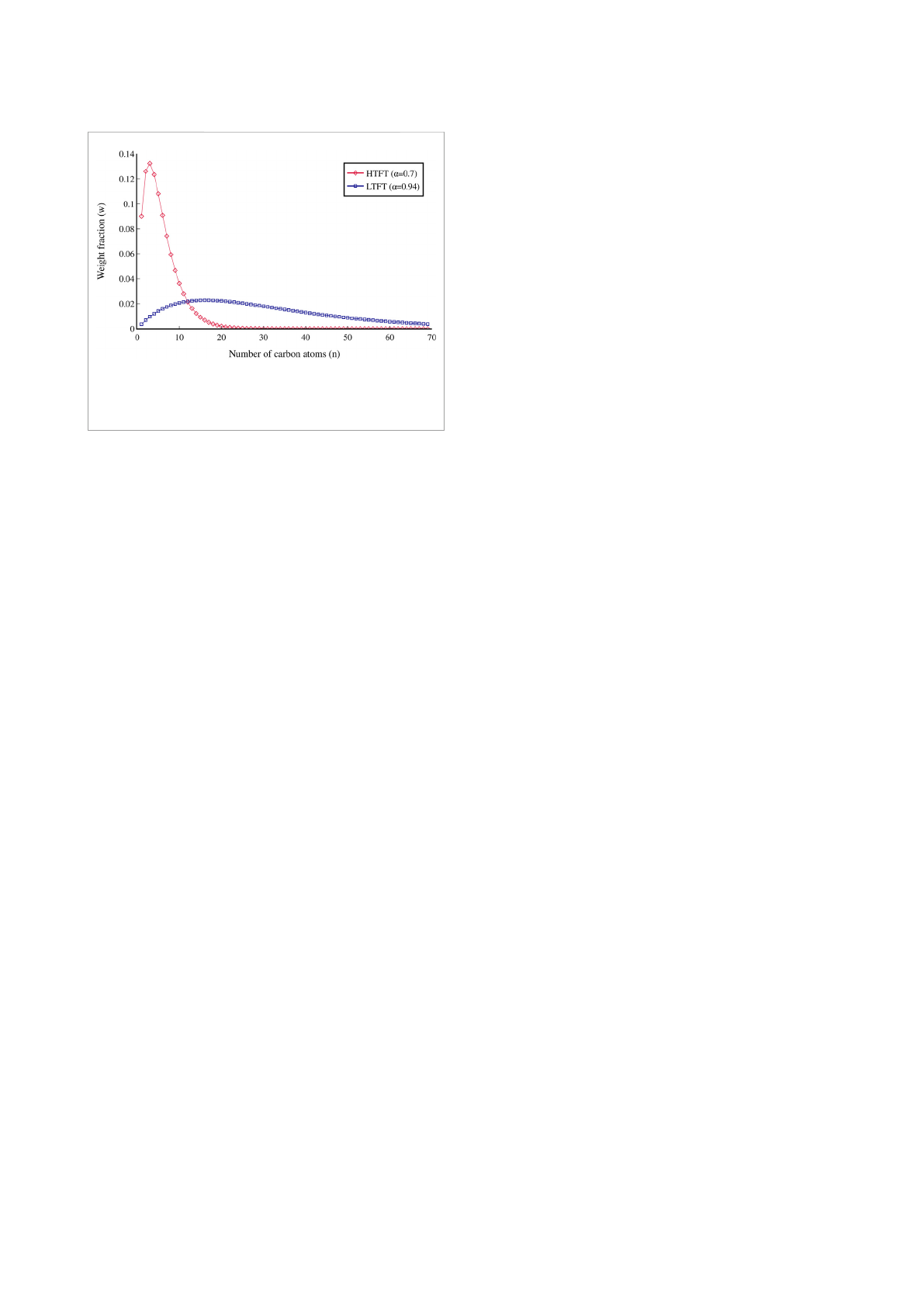
FT processes can differ in several ways, with the main
distinction being between low-temperature FT (LTFT) and
high-temperature FT (HTFT). LTFT is operated between
220 and 250°C and produces alkanes with an αof
approximately 0.94, which favours longer chain lengths, while
HTFT is run between 320 and 350°C and has an αof around
0.7
52
. The ASF distribution by weight fraction for both HTFT
and LTFT is shown in Figure 1. As well as the operating
temperature, there are different catalyst possibilities for FT
reactors, with cobalt and iron catalysts being commercially
employed. Cobalt catalysts are effective at lower temperatures
and pressures, but they cost up to 250 times more than iron
catalysts (van de Loosdrecht et al., 2013), whereas iron catalysts
are more tolerant to catalyst poisoning, but have a shorter
lifetime than cobalt catalysts (Ma et al., 2020). The ratio of H
2
to CO in the feedstock syngas also impacts the reaction, with
more short-chain hydrocarbons being produced as the relative
amount of H
2
increases (Marchese et al., 2020). Lastly, three
different reactor types can be used for the FT reaction; slurry-bed,
fixed-bed, and fluidised-bed reactors. Fluidised-bed reactors can
only be used for HTFT, in which the whole reaction phase is
gaseous. Fixed-bed and slurry-bed reactors are used for LTFT,
where liquid waxes are formed, which results in a three-phase
system.
The synthetic crude oil from the FT reactor requires refining
in order to produce valuable products such as jet fuel (de Klerk,
2008). Most jet fuel consumed is specified to the Jet A-1 standard,
defined by the UK Ministry of Defence, which requires an
aromatics content of 8%–25% and a minimum heat of
combustion of 42.8 MJ/kg (Ministry Of Defence UK, 2011).
Additionally, aviation fuel must have a sufficiently low
freezing point to avoid freezing at the low temperatures
reached at high altitudes (−47°C for Jet A-1). To achieve these
characteristics, isomerisation of the paraffins produced by the FT
reaction is required. To maximize yield from a jet fuel refinery,
carbon numbers from C9–C16 are usually included, which have a
boiling range from 149 to 288°C(De Klerk, 2010). The use of A-1
synthetic jet fuel has currently been approved for Sasol’s Secunda
FT plant. LTFT is better suited for the production of jet fuel than
HTFT, as it produces a greater fraction of alkanes in the longer
chain length (kerosene) range, and the products have a higher
level of hydrogenation and therefore require less hydrotreating
(de Klerk, 2011b). The production of jet fuel compared to diesel
from a FT process is advantageous from both a technical and
economic perspective, due to the refinement complexities and
low selling cost of producing diesel, as well as the growing
demand for SAFs (de Klerk, 2009). It should also be noted,
however, that FT syncrude requires more refining than mined
crude oil due to the higher amounts of aromatic compounds in
mined syncrude (de Klerk, 2008).
According to the process designed by de Klerk (De Klerk,
2010), refinement of LTFT syncrude to Jet A-1 requires three
main conversion units; a hydrocracker, an aromatisation unit,
and an alkylation/oligomerisation unit. The hydrocracker is used
to break down longer hydrocarbon chains into molecules within
the kerosene boiling range (C9–C16), and is responsible for 68%
of total kerosene production within the refinery (de Klerk,
2011b). Additionally, isomerisation occurs, which helps lower
the freezing point of the produced fuel. A platinum-loaded
amorphous silica-alumina catalyst (Pt-Si-Al) is optimal for the
hydrocracker due to its low methane selectivity in hydrogenolysis
and the amorphous silica-alumina having high selectivity
towards the formation of middle distillate (Calemma et al.,
2001). The aromatisation unit uses a Zn or Ga-promoted
H-ZSM-5 zeolite catalyst to convert paraffins and olefins
from C5–C8 into aromatics (de Klerk, 2008). The addition
of a metal species to form a bifunctional catalyst substantially
increases the yield of aromatics in this unit (de Klerk et al.,
2003). In the alkylation/oligomerisation unit,
C9–C16 products are produced from light olefins (<C6)
and aromatics (<C7)onasolidphosphoricacid(SPA)
catalyst (Sakuneka et al., 2008). In this unit, two reactions
occur: the alkylation reaction, which adds olefins to the
aromatic compounds produced in the aromatisation unit to
increase the fraction of compounds in the kerosene boiling
range, and the oligomerisation reaction, in which olefins form
a phosphoric acid intermediate that reacts with another olefin
to form a longer olefinvia the Langmuir–Hinshelwood
mechanism (Mashapa and de Klerk, 2007). The complete
FT refinement process for jet fuel production is shown in
Figure 2.
3 Goal and scope
The goal of the study is to evaluate the economic and
technical viability of producing jet fuel from steel mill gas in a
FT process in southern France in 2022. Firstly, the entire
FIGURE 1
Anderson Schulz Flory distribution by weight fraction for
alkanes of carbon numbers 1–70.
Frontiers in Energy Research frontiersin.org05
Collis et al. 10.3389/fenrg.2022.1049229
Loading more pages...