International Journal of Heat and Mass Transfer 184 (2022) 122171
Contents lists available at ScienceDirect
International Journal of Heat and Mass Transfer
journal homepage: www.elsevier.com/locate/hmt
Study on the transition behavior of the bulging effect during deep
penetration laser beam welding
Antoni Artinov
a , ∗, Xiangmeng Meng
b
, Marcel Bachmann
a
, Michael Rethmeier
b , a , c
a
Bundesanstalt für Materialforschung und prüfung (BAM), Unter den Eichen 87, 12205 Berlin, Germany
b
Institute of Machine Tools and Factory Management, Technische Universität Berlin, Pascalstrae 8-9, 10587 Berlin, Germany
c
Fraunhofer Institute for Production Systems and Design Technology, Pascalstrae 8-9, 10587 Berlin, Germany
a r t i c l e i n f o
Article history:
Received 5 July 2021
Revised 5 October 2021
Accepted 22 October 2021
Available online 9 December 2021
Keywords:
Laser beam welding
Deep penetration
Bulge formation
Numerical modeling
a b s t r a c t
The present work is devoted to the study of the transition behavior of the recently confirmed widening
of the weld pool, known as the bulging effect, during high-power deep penetration laser beam welding of
thick unalloyed steel sheets. A three-dimensional transient multi-physics numerical model is developed,
allowing for the prediction of the bulge formation and the study of its temporal behavior. The model
is generalized to account automatically for the transition from partial to complete penetration. Several
experimental measurements and observations, such as drilling period, weld pool length, temperature,
efficiency, and metallographic cross-sections are used to verify the model and assure the plausibility of
the numerical results. The analysis of the calculated temperature and velocity distributions, as well as the
evolution of the keyhole geometry, shows that the formation of a bulging region strongly depends on the
penetration depth of the weld. Based on the numerical results, the bulge is found to occur transiently,
having its transition from a slight bulge to a fully developed bulging between penetration depths of 6 mm
and 9 mm, respectively.
© 2021 The Author(s). Published by Elsevier Ltd.
This is an open access article under the CC BY-NC-ND license
( http://creativecommons.org/licenses/by-nc-nd/4.0/ )
1. Introduction
In the last decade the development of modern laser systems
with high-power of up to 100 kW for solid state lasers enabled
joining sheets with a thickness of up to 50 mm by a single pass
welding [1–3] . Nowadays, the laser beam welding process brings
several technical advantages compared to conventional arc welding
processes, such as low distortion of the welded components due to
the locally highly concentrated and precise heat input, high reach-
able welding speed, narrow heat affected zone, etc. [4] . Hence,
the application of the laser beam welding process on sheets of
higher thickness offers a great potential for more effective join-
ing, e.g., by the production of high pressure and vacuum vessels,
crane construction, as well as in the shipbuilding and aerospace
industry.
However, with the increase of welding speed and sheet thick-
ness, new challenges arise, such as untypical defect formation for
specific materials, e.g., hot-cracking during welding of unalloyed
∗Corresponding author.
E-mail address: [email protected] (A. Artinov).
and low-alloyed steel sheets [5–7] . Although, hot-cracking is one
of the most studied material phenomena from the welding field,
its nature remains highly complex [8,9] . Nevertheless, it is a well-
known fact that the interaction between the three crucial factors,
namely the thermal, mechanical, and metallurgical factor, is deci-
sive for the cracking susceptibility of the welded specimen [10] .
Hereby, their interaction is strongly dependent on the weld pool
shape and vice versa, see, e.g., [11] . The importance of this de-
pendency was demonstrated back in the early 1980s during stud-
ies on deep penetration electron beam welding. In these studies,
a geometric particularity, or more precisely a local disturbance of
the solidification front was observed in the longitudinal section of
the welded specimen by adding a pure Ni-wire at different po-
sitions along the thickness of the specimen. The disturbance led
to a local delay in the solidification behavior, which led to an in-
crease in the cracking sensitivity of the welded component [12–
15] . To the best of the author’s knowledge, there are only a few re-
search results published on the occurrence of the widening of the
weld pool interface during welding with high power lasers, nowa-
days referred to as the bulging effect. In more recent studies, so-
phisticated modern visualization techniques combining transparent
https://doi.org/10.1016/j.ijheatmasstransfer.2021.122171
0017-9310/© 2021 The Author(s). Published by Elsevier Ltd. This is an open access article under the CC BY-NC-ND license
( http://creativecommons.org/licenses/by-nc-nd/4.0/ )
A. Artinov, X. Meng, M. Bachmann et al. International Journal of Heat and Mass Transfer 184 (2022) 122171
Table 1
Standardized and measured chemical composition of the materials used in wt%.
Material C Si Mn P S Cu Fe
EH36-N 0.132 0.26 1.4 - - 0.012 bal.
S355J2 + N 0.088 0.34 1.38 - - 0.028 bal.
DIN EN 10025 ≤0.2 ≤0.55 ≤1.6 ≤0.025 ≤0.035 ≤0.55 bal.
quartz glass with high speed imaging and thermal camera record-
ing have been utilized to overcome the limited experimental ac-
cessibility and capture the transient behavior of the bulging effect
[11,16] . Furthermore, attempts to quantify the bulge during hybrid
laser-gas metal arc welding by defining an angle determined from
the narrowest and widest cross-sectional dimensions within the
bulging region has been made in [17,18] . Although the latest re-
search proves the existence of the bulging effect during laser beam
welding of thick sheets, the obtained data does not allow for a
complete investigation or quantification of the weld pool widen-
ing, e.g., the study of its formation mechanisms or its influence on
crucial factors for the formation of defects.
In the present time, due to the rising computational perfor-
mance, numerical simulations have brought significant insights
into the investigation of complex phenomena. Even though not
being the object of investigation, the bulging effect can be found
in several numerical works, see, e.g., [19–25] . Its influence on the
mechanical factor, or more precisely on the temporal strain/stress
evolution in the critical bulging region, has been studied in [7,26] .
Further development on this study has been achieved by mak-
ing use of the equivalent heat source (EHS) technique proposed
first in [27] , see, e.g., [28,29] . The EHS approach enables the pre-
cise coupling of the weld pool shape predicted with a thermo-
fluid dynamics simulation and the subsequent thermo-mechanical
computation [30,31] . An overview of the relationship between the
bulging effect and the hot cracking formation during deep pen-
etration laser beam welding, where all three critical factors are
considered, can be found in the author’s previous study, see [32] .
In their study, the authors emphasize on the interaction between
the bulge and the extended solidification temperature range due
to the accumulation of elements constituting low melting eutec-
tic, such as sulfur and phosphorous, and their segregation. As
described above and in [33,34] , such solidification delay has al-
ready been found to decrease the cracking resistivity of the welded
component.
Based on the literature review it can be concluded that the
bulging effect plays a crucial role in the formation of defects
during deep penetration laser beam welding. Yet, the majority
of numerical works published on this topic either do not study
the bulging phenomenon at all or rather concentrate on its phe-
nomenological reproduction to estimate its influence on critical
factors, such as the three main factors determining the cracking
susceptibility of the specimen mentioned above. Hence, further nu-
merical analysis of this phenomenon is essential for the under-
standing of the laser process and the setting of the relevant process
parameters.
The present study seeks to deepen the level of understanding
by emphasizing on the formation of the bulge and more specifi-
cally on its correlation to the penetration depth of the weld. Thus,
an effort is made to develop a three-dimensional transient multi-
physics numerical model taking into account the most impor-
tant physical phenomena, such as dynamic keyhole evolution, en-
ergy absorption by laser reflections, vaporization, thermo-capillary,
and natural convection, latent heat of phase transformations, and
temperature-dependent material properties. Furthermore, an ex-
tensive amount of experimental data is measured to fully verify
the predictions made by the model.
Table 2
Process parameters of the experiments.
Parameters Value
Wave length 1030 nm
Fibre diameter 200
μm
Beam parameter product (BPP) 8 mm mrad
Optical system HIGHYAG BIMO HP
Focal diameter 500
μm
Focal length 300 mm
Rayleigh length 6.9 mm
Material EH36-N S355J2 + N
Penetration partial complete partial
Sheet thickness 8 mm 8 mm 12 mm
Laser power 5 kW 8 kW 8 kW
Focal position 0 mm
Welding speed 2 m min
−1
Laser torch angle 0
◦
Shielding gas nozzle angle 35
◦
Shielding gas Ar, 25 l min
−1
2. Materials and Methods
2.1. Materials
Two kinds of unalloyed steel sheets with different thicknesses
were utilized in the welding experiments; a 8 mm thick high
strength steel for ship structures EH36-N and a 12 mm thick struc-
tural steel S355J2+N. The dimensions of the EH36-N and S355J2+N
sheets were 300 mm x 100 mm x 8 mm and 175 mm x 100 mm
x 12 mm, respectively. The corresponding chemical compositions
were measured with spectral analysis and are given in Table 1 .
2.2. Experiments
A 16 kW disc laser Trumpf 16002, a diode laser illumination,
and a FASTCAM SA4 high speed camera from Photron were utilized
in the experiments. Note that the experiments have been especially
designed to obtain a sufficient amount of data for the calibration
of the model and the validation of the numerically obtained weld
pool geometries and fluid flow patter therein, which determine the
formation and the dimensions of the bulging region. All welds pro-
duced in the experiments were bead-on-plate welds. A schema of
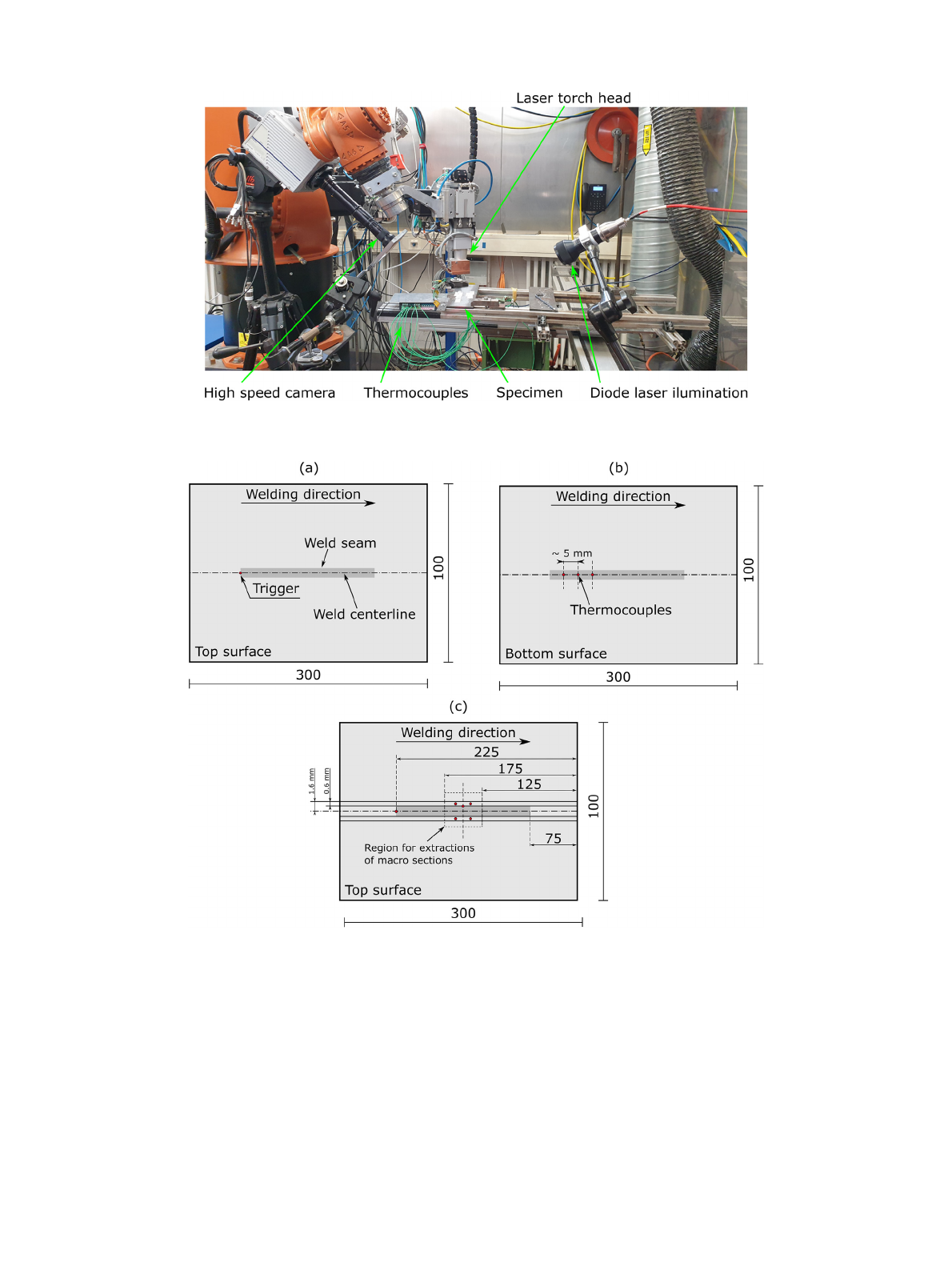
the experimental setup is shown in Fig. 1 ; the process parameters
are summarized in Table 2 .
The high speed camera was set at 10 0 0 frames per second and
the laser power of the diode laser to 200 W. Altogether the exper-
iments have been divided into three parts. First, an estimation of
the drilling time for the complete penetration welding process on
8 mm thick EH36-N sheets has been obtained. For this measure-
ment, the lens optical axis of the high speed camera was placed
to be perpendicular to the longitudinal section of the sheet. Thus,
allowing to capture the very first laser reflection on the top sur-
face and the moment when the laser light goes through the com-
pletely penetrated keyhole on the bottom surface. Thermocouples
were positioned along the weld centerline as shown in Fig. 2 a).
Thereby, one thermocouple was placed on the top surface of the
specimen to trigger the measurement and three further thermo-
2
A. Artinov, X. Meng, M. Bachmann et al. International Journal of Heat and Mass Transfer 184 (2022) 122171
Fig. 1. Schema of the experimental setup.
Fig. 2. Position of the thermocouples for the measurement of the: (a)-(b) laser drilling time and (c) time-temperature curves.
couples with a distance of approximately 5 mm were placed on the
bottom surface to measure the time temperature curves. According
to the measured curves the moment of reaching complete pene-
tration has been estimated. This part of the experiment was re-
peated three times to get an accurate averaged value of the drilling
period.
In the second part of the experiment, the partial penetration
welds on the same specimens were performed. During welding,
the weld pool length on the top surface was recorded by the high
speed camera and the thermal history at several locations was
measured by thermocouples, see Fig. 2 b). The thermocouples used
in the investigation were of type K with a diameter of 0.25 mm.
Their exact positions were measured after the welding process
with an optical microscope. It is worth noting that preliminary ex-
periments have been performed to estimate the region where the
thermocouples should be placed as well as to get an estimation
about the thickness above which the bulging effect becomes visi-
ble. In the last part of the experiments the 12 mm thick S355J2+N
sheets were welded without additional measurements. Macro sec-
tions have been extracted from the region marked in Fig. 2 c) for
the sheets welded in the second and third part of the experiments.
From these, several metallographic cross-sections have been pre-
pared with a 2% nital etching, which subsequently have been com-
pared to the numerical results.
3
A. Artinov, X. Meng, M. Bachmann et al. International Journal of Heat and Mass Transfer 184 (2022) 122171
2.3. Numerical modelling
A three-dimensional thermo-fluid dynamics model accounting
for the free surface tracking by the volume of fluid (VOF) approach
has been developed for the prediction of the bulge formation. The
model is based on several previous works with some further im-
provements and adaptions. More details can be obtained from [35–
39] .
2.3.1. Assumptions
Although, in modern time the computational capacity has been
allowing for the numerical analysis of more complex tasks, still se-
vere simplifications need to be made in order to obtain a solution
in a feasible computational time. Another reason for the simpli-
fications made in the model is the complex physics behind the
laser beam welding process including a number of strongly cou-
pled, highly-nonlinear interactions between the laser radiation, the
vapor phase, the molten metal, and the solid material. The main
assumptions made in the simulation are summarized as follows:
• The molten metal is assumed to be Newtonian and incompress-
ible, whereby the flow regime of the liquid metal is considered
to be laminar.
• The flow regime of the vapor phase in the keyhole is assumed
to be laminar.
• The Boussinesq approximation is used to model the impact of
the density deviation caused by the temperature difference on
the flow.
2.3.2. Governing equations
The governing equations describing the multi-physics model in
a fixed Cartesian coordinate system are given below. The VOF tech-
nique is employed to track the transient deformation of the molten
pool free surface and solidified weld seam profile.
• Volume fraction conservation
∂ αv ol
steel
∂t + ∇ ·
v αv ol
steel
= 0 , (1)
where αv ol
steel
denotes the volume fraction of the steel phase in
a control volume and
v = (v
x
, v
y
, v
z
) is the fluid velocity vector.
There are three possible conditions for the control volume defined
by the volume fraction of the steel, namely a control volume con-
taining only the air phase, αv ol
steel = 0 , a control volume contain-
ing only the steel phase, αv ol
steel = 1 , and a mixture control vol-
ume containing the interface between the steel and the air phases,
0 < αv ol
steel
< 1 . Note that the volume fraction conservation equa-
tion is solved only for the steel phase; the volume fraction of the
air phase is computed based on the following constraint:
2
i =1
αv ol
i
= 1 , (2)
where the subscript, i = 1 , denotes the steel phase and, i = 2 ,
the air phase [40] . The steel-air interface is reconstructed using a
piecewise-linear approach, assuming that the interface has a lin-
ear slope within each control volume [41] . The free surface of the
molten pool and the solidified weld is approximated with volume
fraction values between 0.2 and 1 and empirically determined crit-
ical volume fraction gradient value.
• Mass conservation
∇ ·
v = 0 . (3)
Note that the density is not appearing in the equation due to
the assumptions made above.
• Momentum conservation
A single momentum equation is solved throughout the compu-
tational domain. Thus, the resulting velocity field is shared among
the phases and the material properties in each cell are averaged by
the volume fraction, e.g., the density is calculated as follows:
ρmix
= αv ol
steel
ρsteel
+
1 −αv ol
steel
ρair
, (4)
where ρmix
is the volume-fraction-averaged density; ρair
and ρsteel
are the densities of the air and steel phases, respectively. All other
properties except the thermal expansion coefficient, for example,
the viscosity or thermal conductivity, are computed in this manner.
Thus, the momentum equation reads:
ρmix
∂
v
∂t +
(
v ·∇
)
v
= −∇ p + μmix
∇
2
v + ρmix
g +
S
m
, (5)
where tis the time, pis the fluid pressure, μmix
is the dynamic
viscosity,
g is the gravitational acceleration vector, and
S
m is the
source term. The source term is defined as follows:
S
m = −ρsteel
g βsteel
T −T
liq
+
1 −αliq
2
α3
liq
+ A
mush
v
+
S
sur f.tension
+
S
rec
+
S
v apor
, (6)
where βsteel
is the thermal expansion coefficient, T is the tempera-
ture, T
liq
is the liquidus temperature of the unalloyed steel taken as
the reference temperature here, αliq
is the liquid volume fraction,
is a small number ( 1 ×10
−3
) use d to avoid division by zero, and
A
mush
is the mushy zone constant.
The first term on the right hand side (RHS) describes the
thermal buoyancy due to the variations of the density of the
steel with temperature [42] . The second term on the RHS de-
scribes the deceleration of the flow in the mushy zone which
is related to the inverse of the size of the interdendritic struc-
ture. Thereby, the mushy zone constant A
mush
is a measure
for the amplitude of the damping, thus it should be very
large ( in the current study the value is ∼5 ×10
7
kg m
−3
s
−1
) to al-
low for a steeper transition of the velocity of the material to zero
as it solidifies [43,44] . The liquid fraction αliq
reads:
αliq
=
⎧
⎨
⎩
0 for T ≤T
sol
T −T
sol
T
liq
−T
sol
for T
sol
< T < T
liq
,
1 for T ≥T
liq
(7)
where T
sol
denotes the solidus temperature of the material used.
Additionally, the effective viscosity approach is used to model the
flow in the mushy zone. Therefore, the mushy zone is divided
into three subregions depending on the coherent solid fraction
F
c
= 0 . 48 and the critical solid fraction F
cr
= 0 . 64 . Note that the
drag coefficient and the local viscosity differ in each region. The
local effective viscosity is expressed as a function of the solid frac-
tions [45] :
μsteel
= μ0
1 −F
s
F
cr
−1 . 55
, for F
s
= F
cr
, (8)
where μ0 is the dynamic viscosity at T
liq
and F
s is the solid frac-
tion. Note that the local viscosity value in control volumes with a
solid fraction higher than the critical solid fraction was set to 200
Pas. The third term in Eq. 6 includes the effects of surface tension
along the steel-air interface. Thereby, the tangential stress terms,
also known as the Marangoni stress, arising due to the variation of
the surface tension are expressed as:
τMa
=
∂γ
∂T
∂T
∂
ˆ
t
, (9)
4

A. Artinov, X. Meng, M. Bachmann et al. International Journal of Heat and Mass Transfer 184 (2022) 122171
where γis the surface tension and
ˆ
t is the surface unit tangential
vector. The surface tension is expressed as [46] :
γ= γ0
−ˆ
A
T −T
liq
−R
g
T s
ln
(
1 + K
s
a
s
)
,
with K
s
= k
l
exp
−H
0
R
g
T ,
(10)
where γ0 is the surface tension of the pure metal (in the present
study this is iron),
ˆ
A is the negative slope of γas function of the
temperature, R
g is the universal gas constant, s is the surface ex-
cess at saturation, a
s
is the thermodynamic activity, k
l
is a constant
related to the entropy of segregation, and H
0
is the standard heat
of adsorption. Note that the value for the thermodynamic activity
was taken as the maximum allowed value according to the stan-
dard given in Table 1 . The pressure difference along the steel-air
interface, known as the Laplace pressure or the capillary pressure
is given as:
p
ca
= γκ, (11)
with κ= ∇ ·
ˆ
n defined as the curvature in terms of the divergence
of the surface unit normal vector,
ˆ
n =
n
|
n |
;
n = ∇αv ol
steel
is the in-
ward surface normal vector defined as the gradient of the volume
fraction of the steel phase. The forces acting on the steel-air inter-
face are expressed as volume forces using the divergence theorem
according to the continuum surface force (CSF) model [47] . There-
fore, a transformation term is defined as follows:
CSF
momentum
=
ρmix
|∇αv ol
steel
|
1
2
(
ρair
+ ρsteel
)
, (12)
allowing to compute the volume force as:
S
surf.tension
=
(
p
ca
CSF
momentum
)
ˆ
n . (13)
The fourth term in Eq. 6 describes one of the main driving forces
on the keyhole surface, namely the evaporation-induced recoil
pressure. The recoil pressure is calculated according to [48] and
transferred to a volume force as follows:
p
rec
=
AB
0
√
T
exp
−M
mol
h
v
R
g
T ,
S
rec
=
(
p
rec
CSF
momentum
)
ˆ
n , (14)
where A is numerical coefficient depending on the ambient pres-
sure and its value is approximately 0 . 55
√
K for practical appli-
cations; B
0 is a vaporization constant, which in the case of iron
equals 3 . 9 ×10
1
2 kg m
−1
s
−2
; M
mol
is the molar mass, and h
v is
the latent heat of vaporization. The fifth term on the RHS of
Eq. 6 includes empirical formulations of the vapor-induced stag-
nation pressure p
v apor and shear stress τv apor
, based on the as-
sumption of a laminar flow within the keyhole [49] . According to
[19] these read:
p
v apor
= p
0
+
1
2
ρv apor
|
v
ˆ
n
|
2
, (15)
τv apor
=
1
8
fρv apor
|
v
ˆ
t
|
2
, (16)
where p
0
is the vapor or atmospheric pressure, ρv apor is the metal-
lic vapor density calculated with the ideal gas equation,
v
ˆ
n
and
v
ˆ
t
are the normal and tangential projections of the vapor veloc-
ity vector,
V , on the steel-air interface, respectively, and f = 64 / Re .
In the present work, the metallic vapor velocity vector acts verti-
cally in thickness direction and is assumed to have a magnitude
of 150 ms
−1 at the keyhole entrance [50] . Furthermore, the vapor
velocity is defined as a function of the penetration/keyhole depth,
h
depth
, increasing linearly from 0 ms
−1 at the keyhole bottom to
its maximum value at the keyhole entrance in the partial pene-
tration case. Note that in the complete penetration case, there are
two metallic vapor velocity vectors acting in opposite directions. In
this case, one vector increases linearly, starting at two-thirds of the
plate thickness, reaching 150 ms
−1 at the keyhole entrance and a
second vector increasing in the same manner towards the keyhole
exit, reaching 100 ms
−1
at the sheet bottom [51,52] . The projection
of the vapor velocity vector onto the surface unit normal vector,
ˆ
n ,
of the steel-air interface can be calculated as follows:
v
ˆ
n
=
V ·
ˆ
n
ˆ
n . (17)
The tangential projection of the vapor velocity can then be calcu-
lated by the following vector equation:
v
ˆ
t
=
V −
v
ˆ
n
. (18)
Equation 16 is further simplified by substituting the Re number
and finto it:
τv apor
=
8 μT
max
|
v
ˆ
t
|
D
, (19)
where D is the averaged diameter of the keyhole and μT
max
is the
dynamic viscosity at the maximum reachable temperature set in
the model. For the calculation of D , the keyhole volume, V
key
, is
approximated as a cylindrical pipe with the length of the keyhole
depth, h
depth
, leading to:
D =
4 V
key
h
depth
π. (20)
The dynamic viscosity at T
max is approximated by the kinematic
theory of gases as follows:
μT
max
=
M
mol
3
√
2 ˆ σ
8 k
b
T
max
πM
mol
, (21)
where ˆ σ= πd
2
mol
is the collision cross-section of the molecule
with d
mol
the molecular diameter and k
b
is the Boltzmann con-
stant. In the particular case of the unalloyed steel utilized in this
study, see Table 1 , the value of the dynamic viscosity is approx-
imately 1 . 62 ×10
−4
kg m
−1
s
−1 for a super-heating temperature of
3400 K [53,54] . Finally, the corresponding source term can be given
as follows:
S
v apor
=
S
stagnation
+
S
shear
,
with
S
stagnation
=
(
p
v apor
CSF
momentum
)
ˆ
n ,
and
S
shear
=
(
τv apor
CSF
momentum
)
ˆ
t .
(22)
The CSF method is applied here for the transformation of the stag-
nation pressure and the shear stress to volume forces according to
[55] .
• Energy conservation
ρmix
∂ H
mix
∂t +
(
v ·∇
)
H
mix
= ∇ ·(
λmix
∇T
)
+ S
e
, (23)
where H
mix
is the enthalpy, λmix
is the heat conductivity, and S
e is
the source term. The enthalpy of the material is computed as the
sum of the sensible enthalpy, h
mix
, and the latent heat of fusion of
the material used, h
f
, as follows:
H
mix
= h
mix
+ h
f
, (24)
with h
mix
given as:
h
mix
= h
ref
+
T
T
ref
c
p
mix
dT . (25)
Here, the subscript, re f, stands for reference, thus h
ref
is the refer-
ence enthalpy and T
ref
is the reference temperature; c
p
mix
is the
specific heat at constant pressure. Furthermore, the latent heat
content, L , in each control volume, is written in terms of the la-
5
Loading more pages...