foods
Article
Effect of Interfacial Ionic Layers on the Food-Grade O/W
Emulsion Physical Stability and Astaxanthin Retention
during Spray-Drying
Eduardo Morales 1, César Burgos-Díaz 2, Rommy N. Zúñiga 3, Johanna Jorkowski 4, Marcela Quilaqueo 5
and Mónica Rubilar 5,*
Citation: Morales, E.; Burgos-Díaz, C.;
Zúñiga, R.N.; Jorkowski, J.;
Quilaqueo, M.; Rubilar, M. Effect of
Interfacial Ionic Layers on
the Food-Grade O/W Emulsion
Physical Stability and Astaxanthin
Retention during Spray-Drying. Foods
2021,10, 312. https://doi.org/
10.3390/foods10020312
Academic Editors: Trinidad
Perez Palacios and Teresa Antequera
Received: 24 December 2020
Accepted: 28 January 2021
Published: 3 February 2021
Publisher’s Note: MDPI stays neutral
with regard to jurisdictional claims in
published maps and institutional affil-
iations.
Copyright: © 2021 by the authors.
Licensee MDPI, Basel, Switzerland.
This article is an open access article
distributed under the terms and
conditions of the Creative Commons
Attribution (CC BY) license (https://
creativecommons.org/licenses/by/
4.0/).
1Doctorate in Engineering Sciences with Specialization in Bioprocesses, Universidad de La Frontera,
Avenida Francisco Salazar, Temuco 01145, Chile; e.morales04@ufromail.cl
2Agriaquaculture Nutritional Genomic Center, CGNA, Temuco, Chile; cesar.bur[email protected]
3Department of Biotechnology, Universidad Tecnológica Metropolitana, Las Palmeras, Ñuñoa 3360, Chile;
rommy[email protected]
4Master in Food Technology, Technische Universität Berlin, 10623 Berlin, Germany; [email protected]
5Department of Chemical Engineering, Scientific and Technological Bioresource Nucleus, BIOREN,
Universidad de La Frontera, Avenida Francisco Salazar, Temuco 01145, Chile; marcela.quilaqueo@ufrontera.cl
*Correspondence: monica.r[email protected]; Tel.: +56-45-2744232
Abstract:
The utilization of astaxanthin in food processing is considered to be narrow because of
its substandard solubility in aqueous matrices and the instability of chemical compounds during
the processing of food and the instability of chemical compounds during the processing of food.
The investigation sought to evaluate multilayer emulsions stabilized by ionic interfacial layers of lupin
protein isolate (LPI),
ι
-carrageenan (CA), and chitosan (CHI) on the physical stability of the emulsion
as well as the retention of astaxanthin during the spray drying process. Primary emulsion (Pr-E)
was prepared by adding LPI on oil droplet surfaces containing astaxanthin. The homogenization
pressure and cycles to obtain the Pr-E were investigated. The secondary emulsion (Se-E) and tertiary
emulsion (Te-E) were elaborated by mixing CA/Pr-E and CHI/Se-E, respectively. Emulsion stability
was assessed under different environmental stresses (pH and NaCl). Astaxanthin retention of
emulsions was determined immediately after finishing the spray-drying process. The results showed
that Pr-E was stabilized with 1.0% (w/v) of LPI at 50 MPa and three cycles. Se-E and Te-E were
obtained with CA/Pr-E and Se-E/CHI of 70/30 and 50/50% (w/w), respectively. The Se-E was
the most stable compared to the Pr-E and Te-E when subjected to different pHs; nevertheless, once
the NaCl concentration rose, no variations in the
ζ
-potential of all emulsions studied or destabilization
were observed. The Se-E and Te-E derived provided higher astaxanthin retention (>95%) during
the spray-drying process compared to Pr-E (around 88%). The results indicated that these astaxanthin
multilayer emulsions show considerable potential as a functional ingredient in food products.
Keywords: multilayer emulsion; physical stability; spray-drying; astaxanthin retention
1. Introduction
Oil-in-water (o/w) tend to be generally used in the food, pharmaceutical, and cosmet-
ics industries for encapsulating different lipophilic bioactive compounds and enhancing
the solubility and stability of said compounds [
1
]. Emulsifiers behave as stabilizers of
emulsion systems, frequently using one-layered membranes that are susceptible to physi-
cal instability, particularly when exposed to environmental stresses such as pH changes,
ionic strength changes, heating, and drying [
2
,
3
]. On the other hand, in the food indus-
try, emulsions undergo a process of dehydration through spray drying to extend the oil
(and encapsulated components) shelf life in order to avoid degradation and oxidation on
storage [4].
Foods 2021,10, 312. https://doi.org/10.3390/foods10020312 https://www.mdpi.com/journal/foods

Foods 2021,10, 312 2 of 14
The spray drying process is a technique that involves atomizing the o/w emulsion
(containing an active component) in hot air, thus enabling rapid removal of the water.
There is a widespread use of this technology in the industry of food due to the relatively
low cost and short drying timeframe in comparison with the freeze-drying method [
5
].
Since some active compounds may be exposed in microparticles, spray-drying is regarded
as a technology of immobilization instead of an actual technology for encapsulating [
6
].
Nevertheless, the process of dehydration of o/w emulsions through high temperatures can
also modify the interfacial qualities and produce an alteration in the droplets of the emul-
sion causing the oil to leak [
7
]. Consequently, a technique for enhancing the physical
stability of w/w emulsions when exposed to environmental stresses, like high temperatures,
involves forming multilayer emulsions composed of several interfacial layers of emulsifiers
(protein or surfactant) and/or polyelectrolytes surrounding the drops of oil, applying
the layer-by-layer technique [3].
Currently, some studies indicate that the application of vegetable proteins and ionic
polysaccharides used to produce multi-layer o/w emulsions based on interfacial engineer-
ing technology enables the creation of natural supply systems of improved stability [
8
].
In multilayer emulsions, a primary emulsion (Pr-E) is produced through the homogeniza-
tion of the oil and water phases using an emulsifier with a positive or negative charge.
Afterward, The Pr-E obtained is blended with a solution of a polyelectrolyte of opposing
charge in order to form a secondary emulsion (Se-E). Then the Se-E is added to another
solution that contains polyelectrolytes of opposite charge to the former one so that a tertiary
emulsion (Te-E) is obtained [
9
]. In this context, several studies have demonstrated that
vegetal proteins and ionic polysaccharides could be utilized to form multilayer lipophilic
compound encapsulation systems such as soy protein isolate, and various ionic polysaccha-
rides such as carrageenan [
10
], flaxseed gum [
11
], pectin [
12
], and chitosan-alginate [
13
].
Likewise, lupin protein isolate with chitosan-xanthan gum and chitosan/alginate/pectin
can be used to develop multilayer o/w emulsions [8,14].
In this study, lupin protein isolate (LPI) was used to stabilize and formulate the first layer
of Pr-E, given its notable emulsifying qualities, which were determined
previously [8,15]
.
Following this,
ι
-carrageenan (CA) and chitosan (CHI) coating layers were added over
the first layer for preparing Se-E and Te-E, respectively.
CA is a linear sulfated anionic polysaccharide extracted from red algae (Rhodophyceae),
typically applied in the food industry for gelling and thickening applications [
16
]. An advan-
tage of CA is the fact that it can be used directly as a wall material to encapsulate bioactive
components [
17
]. At the same time, CHI is a polysaccharide obtained from the alkaline
deacetylation of chitin N, which represents an important component of the shells of crus-
taceans, like crabs and shrimps [
18
]. Moreover, CHI is widely applied when forming coatings
as it is one of the few available food-grade cationic polysaccharides that can interrelate
with anionic polysaccharides by electrostatic interaction [
19
]. These ionic biopolymers were
used to produce layered coatings because of their opposite electrostatic charge, and for their
biodegradability and non-toxicity [
20
]. LPI with CA and CHI as interfacial layers has not yet
been used to develop multilayer o/w emulsions as an astaxanthin encapsulation system.
Astaxanthin is a xanthophyll carotenoid that is present in several microorganisms and
marine wildlife. The natural sources of astaxanthin are microorganisms, phytoplankton,
marine species, and seafood for instance shrimp, lobster, asteroidean, algae, fish, crustacean,
trout, krill, red sea bream, and salmon [
21
]. Nowadays, studies on astaxanthin have
increased owing to the demand for natural bioactive compounds for promoting human
health. The capacity of antioxidation in astaxanthin is ten times higher than in zeaxanthin,
lutein, canthaxanthin, and
β
-carotene, as well as 100 times higher with respect to
α
-
tocopherol. It provides protection to organisms against a broad variety of diseases with
a high degree of safety and tolerability. Astaxanthin presents great potential regarding
food, nutraceutical, and pharmaceutical applications [
22
]. Nevertheless, its applications
in different food formulations are rather reduced since this carotenoid degrades rapidly
during processing [
23
]. Therefore, a novel approach used in this study was the utilization

Foods 2021,10, 312 3 of 14
of the multilayer emulsion stabilized by LPI, CA, and CHI as a template to encapsulate
astaxanthin before the process of spray-drying.
Consequently, the study aimed to evaluate the effect of multilayer emulsions stabilized
by ionic interfacial layers of LPI, CA, and CHI on the physical stability of the emulsion
and the retention of astaxanthin during the spray-drying process. Multilayer emulsions
were produced by sequentially adding CA and CHI to surfaces of LPI-coated oil droplets.
The results obtained through this study will allow a greater understanding of the role of
multilayer emulsions with respect to the protection of astaxanthin for potential applications
in the food powder industry.
2. Materials and Methods
2.1. Materials
LPI from yellow lupin seeds (Lupinus luteus) was provided by Agriaquaculture Nu-
tritional Genomic Center. The
ι
-carrageenan was bought from Sigma Aldrich (Merck,
St. Louis, MO, USA). Chitosan used in the study was obtained from Xi’an Surnature
Biological Technology Co. Ltd. (Shaanzi, China). Sunflower oil was bought in a local
market (Santiago, Chile) and astaxanthin oleoresin of Haematococcus pluvialis was supplied
by Atacama Bio Natural Products S.A. (Iquique, Chile). Maltodextrin (Dextrose Equivalent,
DE: 16.5–19.5) was bought from Sigma Aldrich (Merck, St. Louis, MO, USA).
2.2. Interfacial Tension (IT)
The IT at the o/w interface for different concentrations of LPI (from 0.1 to 2.0% w/v)
has been determined by an optical tensiometer model 250-F4 (Ramé-Hart Instrument CO,
Roxbury, Boston, MA, USA) at ambient temperature. To measure IT, the “pendant drop”
(a drop of LPI solution dispersed in oil) method was employed. It entails taking a picture of
the dispersion droplet using a high-speed digital camera and examining its measurements.
An axisymmetric drop (8
µ
L) of LPI dispersion was provided and placed at the tip of
the needle inside a quartz recipient with 30 mL of oil phase over a period of time to cause
the adsorption of the emulsifier at the oil-water interface. The interfacial tension (mN/m)
was measured using the DropImage software (version, DropImage Advanced, Roxbury
Boston, USA) by adjusting the Laplace equation to the shape of the drop. The measurement
of each sample was performed in triplicate.
2.3. Elaboration of O/W Multilayer Emulsions with Encapsulated Astaxanthin
The oil phase was prepared with a 10% (w/w) astaxanthin and 90% (w/w) sunflower oil.
The Pr-E was obtained by mixing a 10% (w/w) oil phase with 90% (w/w) protein emulsifier
(from 0.1 to 2.0% w/v of LPI) at pH 3. The mixture was homogenized using a high-speed
blender (Benchtop homogenizer, Pro Scientific Inc. Oxford, USA) at 10,000 rpm for 5 min,
and afterward, it was blended in a high-pressure homogenizer (HPH) (PandaPlus 2000,
GEA Niro Soavi, Parma, Italy). The impact of HPH process conditions on the size of
particles and the polydispersity index of Pr-E was determined. Different homogenization
pressures (10 to 70 MPa) and the number of cycles (1 to 5) were analyzed.
The multilayer emulsions were elaborated in the following manner: the secondary
emulsion (Se-E) was elaborated with a mixture of CA solutions (0.1–0.4% w/v, at pH 3)
with Pr-E (CA/Pr-E) at different proportions (50/50, 60/40, 70/30, and 80/20% w/w). Then,
tertiary emulsion (Te-E) was produced with a mixture of solutions of CHI (0.1–0.4% w/v at
pH 3) and Se-E (CHI/Se-E) at different proportions (50/50, 60/40, 70/30, and 80/20% w/w).
The homogenization of Se-E and Te-E was carried out at 5000 rpm for 2 min each one, after
which two cycles at 15 MPa were carried out using an HPH. After that, the emulsions were
homogenized at room temperature for 1 h with a magnetic stirrer.
2.4. Mean Size of Particles and Polydispersity Index (PdI) Measurements
The mean size of particles and Polydispersity Index (PdI) of the emulsions were esti-
mated through the dynamic light scattering in a laser diffractometer (Zetasizer NanoZS,

Foods 2021,10, 312 4 of 14
Malvern Instruments, Worcestershire, UK). The emulsions were diluted before the examina-
tion with milli-Q water at a proportion of 1:100 (v/v) in order to prevent multiple dispersion
effects. The PdI value refers to a measurement of the particle size distribution. Analyses
were conducted in triplicate.
2.5. ζ- Potential Measurements
The
ζ
-potential of the emulsions was examined through an instrument combining
dynamic light scattering and electrophoresis (Zetasizer NanoZS, Malvern Instruments,
Worcestershire, UK). Therefore, the emulsions were dissolved with milli-Q water before
analysis in a proportion of 1:100 (v/v), then placed in zeta cells made of plastic (DTS 1061,
Malvern, UK) and equilibrated at 25
◦
C during 60 s. These examinations were carried out
three times.
2.6. Optical Microscopy of Emulsions
The observation of the recently prepared emulsions was carried out with an optical
microscope (Olympus-BX43, Tokyo, Japan) to determine the size of the drops and the state
of aggregation of oil drops in each emulsion. Therefore, a drop of the emulsion was put on
the microscope slide with a coverslip. Images of the samples were obtained with software
to process digital images (Micro Video Instruments Inc., Avon, MA, USA).
2.7. Creaming Index (CI) of Emulsions
The stability of the emulsion regarding creaming was analyzed with the Creaming
Index (CI) method [
24
]. For this purpose, 5 mL of each emulsion were poured into glass
tubes and sealed to ensure that the moisture did not evaporate. The CI (%) of the emulsions
was measured during storage for 7 days at 25
◦
C. All emulsions were diluted to the same
concentration to compare their effects during the storage period. Analyses were performed
in triplicate. CI (%) was calculated according to Equation (1):
CI (%)=(HS/He)×100% (1)
where H
e
represents the total height of the emulsion (mm) and H
s
refers to the height of
the cream layer (mm), which was visually determined in function of time.
2.8. Effect of Environmental Stress on the Stability of Emulsions
The effect of different pH values (3–7) was tested on the properties of the emulsions.
The pH was modified with the addition of an HCl or NaOH solution. Also, the emulsions
with a difference in NaCl concentration (0–300 mM) were elaborated blending the initial
emulsions with different proportions of salt and buffer solution. The emulsions prepared
were stored under ambient temperature for 24 h before the analysis of the ζ-potential.
2.9. Spray-Drying of Emulsions
The emulsions were placed in a B-290 mini-spray dryer (Büchi, Flawil, Switzerland).
Previous to spray drying, maltodextrin was added to the emulsions to obtain a total solids
content of 15% and then these mixtures were stirred for 1 h. The spray dryer was used at
an inlet air temperature of 120 and 160
◦
C, 4 mL/min of feeding rate and 85% of aspiration
rate. The microcapsules were stored at −20 ◦C for later characterization.
2.10. Assessment of Astaxanthin Content
The astaxanthin content of emulsions was assessed after the spray-drying process
in accordance with the methodology defined by Burgos-Diaz et al. [
4
]. In the analysis,
0.5 g of emulsion powder was diluted in 5 mL of distilled water and vortexed for 40 min.
Following, 5 mL of this extract was then blended with 20 mL of hexane-2-propane (2:1 v/v)
and vortexed for 1 min. The organic phase was isolated/detached by centrifugation at
1000
×
gfor 5 min. Astaxanthin was assayed in the supernatant by Ultraviolet–visible
(UV-Vis) spectrophotometry (Synergy HT, BioTek Instruments Inc., Winooski, VT, USA) at
Foods 2021,10, 312 5 of 14
478 nm with a microplate reader. Pure hexane was utilized as a blank in all determinations.
The astaxanthin content was estimated, by applying a calibration curve using Equation (2):
Astaxanthin (mg/g sample) = ((Asm −0.045)/4.085)×V
Wsm (2)
where A
sm
stands for absorbance of the sample, W
sm
stands for the mass of the sample in
grams and V represents the dilution volume (mL).
2.11. Astaxanthin Retention of Emulsions
The retention of encapsulated astaxanthin was determined immediately after finishing
the spray-drying process [
25
]. The astaxanthin retention was realized in triplicate, with
Equation (3):
Astaxanthin retention (%)=C2/C1×100% (3)
where C
1
represents the theoretical content of astaxanthin in the powder emulsions (8.5 mg
Astax/g emulsion), and C
2
indicates the content of astaxanthin after finishing the spray-
drying process.
2.12. Analysis of Statistics
The results shown represent the average and the standard deviation estimated accord-
ing to these replicate measurements. An analysis of variance (ANOVA) was conducted
using a significance level fixed at 0.05. The Duncan test was conducted If relevant dis-
parities were identified using the ANOVA. The statistical analysis was conducted using
InfoStat software.
3. Results and Discussion
3.1. Interfacial Tension (IT) of LPI
Interfacial properties of proteins are essential in order for o/w emulsions to be formed
and stabilized [
3
]. On this basis, Figure 1represents the process of adsorption of LPI at
the oil-water interface regarding the decrease in Interfacial Tension (IT).
Foods 2021, 10, x FOR PEER REVIEW 6 of 15
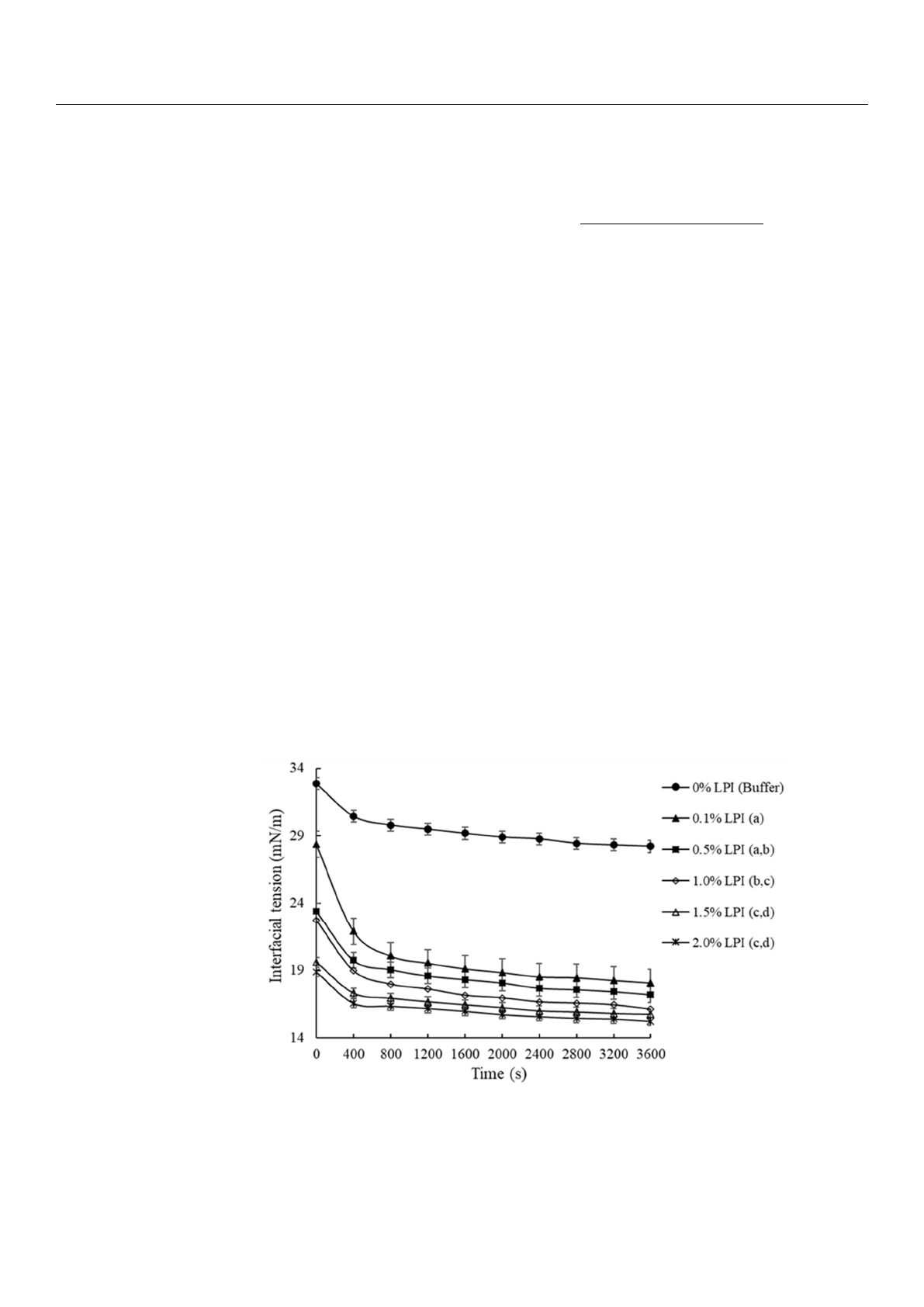
Figure 1. Interfacial Tension (IT) at oil/water interface containing different concentrations of lupin
protein isolate (LPI). Different letters imply relevant differences (p < 0.05) in the LPI content.
Figure 1 illustrates that the IT started to decrease after a few seconds once the analysis
began, thus initiating the process of LPI adsorption at the oil-water interface. The IT of all
samples containing LPI at different concentrations decreased considerably (p < 0.05) when
the time of protein adsorption at the oil-water interface increased from 0 to 800 s. The
function of an emulsifier like proteins is to lower the interfacial tension covering the sur-
face of the new-formed oil droplets with a protective layer and to stabilize the droplets in
the continuous aqueous phase [26]. According to Miller [27], the IT begins to decrease
sharply once a particular interfacial coating of the protein at the oil-water interface is
reached, a stage known as the penetration period, completely saturating the oil droplet in
the emulsion. However, the results suggested that IT was not altered notably (p > 0.05)
when time increased from 800 to 3600 s. These results showed that the period of LPI sat-
uration at the oil-water interface is from 800 s onwards, given that relatively constant in-
terfacial tension values were achieved. During this phase, the protein was located at the
oil-water interface, where it could adopt a new structural configuration in which polar
groups interact with water, and non-polar groups interact with oil, a process known as
interfacial denaturation [27].
On the other hand, the results have shown that different concentrations of LPI can be
adsorbed by the oil/water interface, as demonstrated by the reduction in the IT of the same
interface when proteins are absent (0% LPI). Between LPI concentrations of 0.1 and 0.5%
(w/v) the decrease in IT in function of time was not considerably different (p > 0.05); how-
ever, IT as function of time was substantially reduced (p < 0.05) as the LPI concentration
rose from 0.1 to 1.0% (w/v). This decrease in IT as LPI concentration increases could be
associated with faster absorption of proteins on the oil droplet surface [3]. Finally, the IT
was not affected significantly (p > 0.05) when there was an increase of LPI concentration
from 1.0 to 2.0% (w/v). Therefore, it was demonstrated that 1.0% of LPI would be sufficient
to saturate the oil-water interface of the Pr-E.
3.2. Effect of High-Pressure Homogenization Process Conditions on Pr-E
The impact of homogenization pressure, the number of cycles on mean particle size,
and PdI of oil droplets of the Pr-E were evaluated (Figure 2).
Figure 1.
Interfacial Tension (IT) at oil/water interface containing different concentrations of lupin
protein isolate (LPI). Different letters imply relevant differences (p< 0.05) in the LPI content.
Figure 1illustrates that the IT started to decrease after a few seconds once the analysis
began, thus initiating the process of LPI adsorption at the oil-water interface. The IT
of all samples containing LPI at different concentrations decreased considerably (p<
Loading more pages...