Industrial Crops & Products 178 (2022) 114648
Available online 9 February 2022
0926-6690/Crown Copyright © 2022 Published by Elsevier B.V. This is an open access article under the CC BY license (http://creativecommons.org/licenses/by/4.0/).
Boosting Portland cement-free composite performance via alkali-activation
and reinforcement with pre-treated functionalised wheat straw
Mehdi Chougan
a
, Seyed Hamidreza Ghaffar
a
,
*
, Pawel Sikora
b
,
c
, Ewa Mijowska
d
,
Wojciech Kukułka
d
, Dietmar Stephan
b
a
Department of Civil and Environmental Engineering, Brunel University London, Uxbridge UB8 3PH, United Kingdom
b
Building Materials and Construction Chemistry, Technische Universit¨
at Berlin, Gustav-Meyer-Allee 25, 13355 Berlin, Germany
c
Faculty of Civil and Environmental Engineering, West Pomeranian University of Technology in Szczecin, Al. Piastow 50, 70-311 Szczecin, Poland
d
Department of Nanomaterials Physicochemistry, Faculty of Chemical Technology and Engineering, West Pomeranian University of Technology, Al. Piastow 45, 70-311
Szczecin, Poland
ARTICLE INFO
Keywords:
Alkali-activated materials
Wheat straw
Attapulgite nanoclay
Graphene nanoplatelets
Pre-treatment
Surface functionalisation
ABSTRACT
Utilising wheat straw reinforced OPC-free composites in the construction industry requires efficient, eco-friendly
pre-treatment coupled with surface functionalisation methods to turn it into a high-performance material.
Herein, alkali-activated material (AAM) was used as an OPC-free matrix, while eco-friendly hybrid pre-treatment
and surface functionalisations were applied to mitigate the surface quality deficiencies of wheat straw and
improve its compatibility with low-carbon binders. Wheat straw particles were subjected to a mild physical pre-
treatment (hot-water followed by steam) and surface functionalisation using attapulgite nanoclay and graphene
nanoplatelets to improve their capacity as an effective reinforcing material in AAM. Comprehensive character-
isation verified successful pre-treatment and surface functionalisation, which led to the improved interfacial
bond between wheat straw and AAM. The best results were obtained for the AAM samples reinforced with pre-
treated straw that was functionalised with attapulgite nanoclay (i.e., H+S-AT), in which the volume of permeable
voids decreased by 18%, while compressive and flexural strength at 90 d increased by 41% and 27%, respec-
tively, compared to the control sample. However, the effect on the thermal properties of the resulted composites
was not significant.
1. Introduction
With the growing population and the increasing space requirements
per person, the construction material business has seen a remarkable
increase in demand, particularly in the previous decade. However, suf-
ficient attention has not been paid to adopting low-carbon building
materials (Albar et al., 2020; Chougan et al., 2021, 2020b; Sikora et al.,
2021). The production of traditional building materials (e.g., bricks,
cement (OPC), and steel rebars) demands large quantities of thermal and
electrical energy, polluting the land, air, and water. Life Cycle Assess-
ment (LCA) studies have shown that alkali-activated materials (AAMs)
include considerable potential for minimizing the climate change im-
plications of the cement manufacturing process. The results revealed
that AAMs produce a substantially lower carbon footprint than
OPC-based combinations leading to an approximately 93% reduction in
global warming potential. AAM utilisation also reduces terrestrial
ecotoxicity potential, abiotic depletion potential element, and abiotic
depletion potential fossil by 77%, 34%, and 49%, respectively (McLellan
et al., 2011; Meshram and Kumar, 2021; Ouellet-Plamondon and Hab-
ert, 2015). Alkali-activated materials have recently emerged as a viable
alternative to OPC-based composites in which as an aluminosilicate
source binder, industrial primary products and by-products such as silica
fume (SF), ground granulated blast-furnace slag (GGBS), metakaolin,
and fly ash (FA) have been employed. The use of AAM with outstanding
durability and mechanical performance makes them a reliable candidate
for the future construction industry (da Silva Alves et al., 2019).
Recently, several types of biomass reinforcing additives collected
from various sources, e.g., agricultural waste or dedicated crops, have
been utilised in cementitious composite to improve their properties
(Alengaram et al., 2013; Pacheco-Torgal and Jalali, 2011; Walbrück
et al., 2021, 2020). Biomass materials contain chemical components
such as lignin, cellulose, inorganic substances, hemicellulose, and
* Corresponding author.
E-mail address: [email protected] (S.H. Ghaffar).
Contents lists available at ScienceDirect
Industrial Crops & Products
journal homepage: www.elsevier.com/locate/indcrop
https://doi.org/10.1016/j.indcrop.2022.114648
Received 14 October 2021; Received in revised form 31 January 2022; Accepted 2 February 2022
Industrial Crops & Products 178 (2022) 114648
2
extractives (e.g., waxes and pectins) that can affect their mechanical and
physical properties (Chougan et al., 2020a; Elbashiry et al., 2018).
Chemical components that cover the surface of the biomass, such as
lignin, hemicellulose, and pectin, have a negative impact on the me-
chanical performance of the final cementitious composite. Due to the
high concentration of the hydrophobic components, less pure cellulose is
present, lowering the compatibility of these materials used as reinforc-
ing agents in AAMs. As a result, biomass-AAM interfacial bonding and
mechanical performance are diminished (Tian et al., 2018).
Several biomass materials including, flax shive (Khazma et al.,
2014), sisal fibres (Mishra et al., 2004), hemp particles (Hakamy et al.,
2016), jute fibres (Ghaffar et al., 2020; Zhou et al., 2013), bamboo fibres
(Kathiravan et al., 2021), pineapple leaf fibres (Abirami et al., 2020),
granular cork (Merabti et al., 2021), have been reported as promising
eco-friendly reinforcing agents in cement-based composites. Recent
studies have proven that the inclusion of reinforcing biomass materials
in cementitious composites leads to an enhanced mechanical perfor-
mance and bonding properties (Mohamed et al., 2010; Vo and Navard,
2016), and most effectively, it improves composite’s physical properties,
including, energy-saving (Tran Le et al., 2010), thermal insulation
(Parcesepe et al., 2021), and acoustic absorption (Gl´
e et al., 2021).
Uncertainty over the long-term behaviour of biomass materials in the
highly alkaline environment is one of the main challenges and limita-
tions of utilising such materials in cementitious composites. Several
other factors, such as increased temperature induced by the hydration
process, formation of hydration products, mineralisation by cement
suspension free cations (e.g., Ca
2+
), degrade the lignocellulosic mate-
rial’s principle constituents (i.e., lignin, hemicellulose, extractives, and
cellulose) lead to weakening the biomass microstructure over time
(Pacheco-Torgal and Jalali, 2011). Numerous studies have proposed
employing pre-treatment and coating procedures as a possible solution
to overcome these drawbacks (Ghaffar et al., 2017b; Ghaffar and Fan,
2015; Hýskov´
a et al., 2020). Many different pre-treatment techniques
have been proposed to improve matrix-biomass adhesion and, therefore,
the final performance of the cement-free composites, which can be
broken down into physical and chemical methods. It must be noted that
despite chemical pre-treatments successfully altering biomass structure
when considering scalability, it might not be economically feasible, and
since the required chemicals can be a pollutant, the environmental
impacts would be negative. Therefore, physical pre-treatments are
favourable (Chougan et al., 2020a; Fan et al., 2018). In addition, for
bio-composites with polymeric matrix, using coupling agents (compa-
tibilisers), including maleic anhydride (MA), silane, polydopamine
(PDA), have also proved to be beneficial in modifying the cellulosic
biomass surface (Ghaffar et al., 2018). Coupling agent materials (CA)
create a chemical bond and promote interfacial bonding in composites
by acting as a link between the biomass and the polymer matrix. The
hydroxyl groups of CAs are able to react with the biomass’s surface on
one end. The other CAs functional group on the other end of CAs also
bond with the polymer matrix, which leads to enhancing mechanical
performance of composites’ (Ghaffar et al., 2018).
Wheat straw is known as one of the most available crops by-product
used as a nutrients-source for animal food and soil fertilisers. However, a
considerable quantity of wheat straw is incinerated through in-situ
burning each year, releasing hazardous substances such as carbon di-
oxide, polycyclic aromatic hydrocarbons, nitrogen oxides, and sulfur
dioxide in soil and the atmosphere (Guan et al., 2020). In the UK, the
area of wheat in England in 2019 was around 1.69 million hectares (i.e.
harvesting 16.3 million tons of wheat), which is 4.5% increase when
compared to 2018, leaving 5.5 million tons of waste annually, assuming
a residue/crop ratio of 1:3 (Department for Environment Food and Rural
Affairs DEFRA, 2020).
This research has two unique selling points, one is that it uses low-
carbon cementitious composites and two is the use of agricultural
waste to strengthen the mechanical properties of cementitious materials.
The carbon emission in the construction industry is well known issue.
Cement manufacturing generates a lot of greenhouse gas (GHG) emis-
sions and wastes excessive energy. The entire manufacturing process
consumes around 3.2 GJ energy/tonne. In addition, each tonne of
cement generates about 810 kg of carbon dioxide (CO
2
), 1.0 kg of
sulphur dioxide (SO
2
), and 2.0 kg of nitrogen oxides (NO
x
) throughout
the manufacturing process (Habert et al., 2011; Heede and Belie, 2012).
Utilisation of AAM can significantly mitigate these negative effects.
Moreover, AAMs with superior mechanical performance could be
employed to immobilise toxic and radioactive compounds, manage
waste materials, improve fire resistance, and repair structures. The
ability of these materials to act as coatings for marine structures has also
been confirmed. In addition, agricultural biomass particles provide a
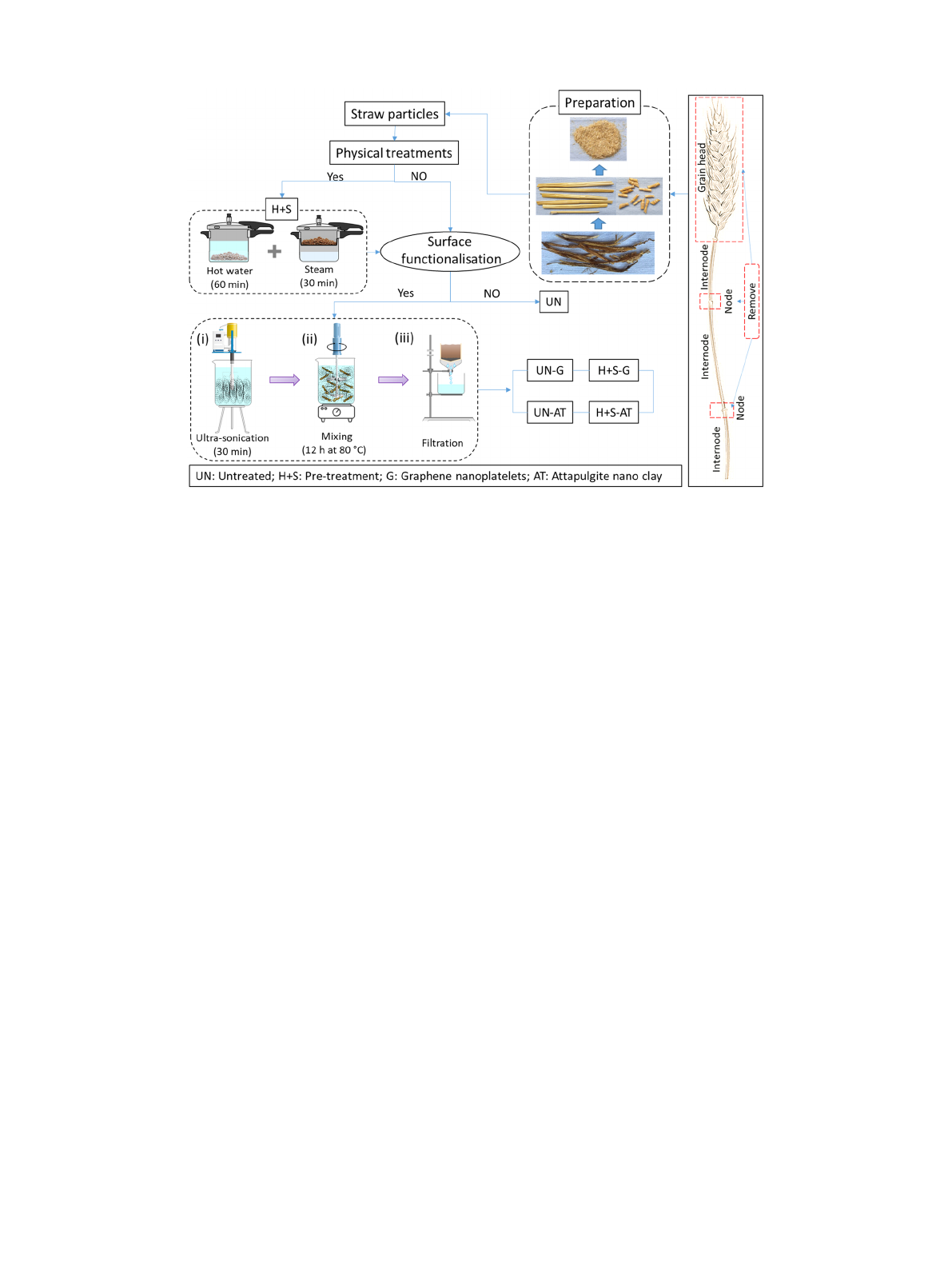
Fig. 1. Schematic framework of different stages of straw preparation.
M. Chougan et al.
Industrial Crops & Products 178 (2022) 114648
3
number of key benefits, including bio-renewability and biodegrad-
ability, availability at a low cost, recycling ability, non-hazardous and
toxic nature, promising physical and mechanical properties, and zero
carbon footprint comparing conventional reinforcement alternatives
(Satyanarayana et al., 2009; Wambua et al., 2003). Due to the afore-
mentioned remarkable features, combination of AAMs with biomass
reinforcing agents have triggered a surge of interest in its prospective
applications.
In this study, selective separation of wheat straw defects, i.e., nodes
(see Fig. 1), was employed to improve matrix-straw bonding. The in-
ternodes were then subjected to a mild physical pre-treatment (H+S)
and the surface of both pre-treated and untreated straw particles were
functionalised using graphene nanoparticles and attapulgite nanoclay
with the dosages of 0.1 wt.-% and 1 wt.-%, respectively. Wheat straw
particles were then added to the alkali-activated materials to be tested
and comprehensively characterised. To the best of the authors’ knowl-
edge, no studies on wheat straw have carried out the pre-treatment
coupled with surface functionalisation using nanoparticles to be used
in AAM. Wheat straw particles were characterised to evaluate and verify
surface functionalisation using SEM, Raman, XRD, and TGA. In addition,
bulk property tests were conducted to investigate the impact of wheat
straw as a reinforcing additive on the mechanical performance, porosity,
thermal properties, and microstructure of AAMs’ in the hardened state.
2. Materials and methodology
Fly ash (FA) from Cemex, UK, ground granulated blast furnace slag
(GGBS) from Hanson Heidelberg Cement, UK, micro-silica fume (SF)
from J. Stoddard & Sons Ltd, graded sand (0 – 0.5 mm and 0.5 –
1.0 mm), sodium silicate solution with the SiO
2
/Na
2
O mass ratio of 3.23
(8.60 wt% Na
2
O, 27.79 wt% SiO
2
, 63.19 wt% H
2
O, and 0.4 wt% Al
2
O
3
),
and 10 mol/l sodium hydroxide solution were used as the ingredients of
alkali-activated materials (AAM). More details on materials character-
izations, including the material size distribution and compositions, can
be found in the author’s previous research (Albar et al., 2020; Chougan
et al., 2020b). Wheat straw biomass (Triticum aestivum L.), harvested in
late summer of 2019, was purchased from Middlesex, UK farms. Before
the pre-treatment and surface functionalisation stages, as-received
wheat straw was cleaned and oven-dried at 100 ±5◦C for 24 h. As re-
ported in author’s previous study, for an optimised feedstock to be used
in bio-based composites, only the internodes of straw stems are suitable
and the nodes have to be separated, due to their morphology and surface
chemical functional groups that act as defects in the context of bio-based
composites (Chougan et al., 2020a; Ghaffar et al., 2017a; Ghaffar and
Fan, 2015, 2013). Graphene nanoplatelets, referred here as G, supplied
by Nanesa S.r.l., Italy, and attapulgite nanoclay (AT) provided by Law-
rence Industries Ltd., UK, were used as coupling agents for surface
functionalisations. Extensive information on the characteristics of
coupling agents can be found in the author’s previous studies (Chougan
et al., 2021; Lamastra et al., 2021). Both G and AT materials are sup-
posed to act as coupling agents, improving the interfacial bonding be-
tween the straw and the AAM. However, some of these components are
dislodged from the straw surface during the mixing process and serve as
reinforcing additives.
2.1. Wheat straw pre-treatments and surface functionalisations
2.1.1. Wheat straw pre-treatments
As shown in Fig. 1, upon cleaning and separation of internodes from
the stem, both untreated and pre-treated straw stems were shredded to
obtain particles with the size range between 2 mm and 5 mm using
Retsch SM 100 cutting mill. Hot-water and steam (H+S) pre-treatment
was used on wheat straw to investigate the effects of surface function-
alisations in more detail and assess the role of pre-treatment and surface
functionalisations on performance of AAM reinforced straw composites.
Wheat straw particles were first boiled in hot water (H) using a pressure
cooker for 60 min at a constant pressure of about 0.1 MPa. Immediately
after, boiled-straw samples were removed and steamed (S) for 30 min by
placing them in a mesh basket directly above boiling water.
2.1.2. Wheat straw surface functionalisation with graphene nanoplatelets
and attapulgite
Prior to the surface functionalisations, graphene nanoplatelets (G)
and attapulgite nanoclay (AT) were sonicated, respectively, in an
aqueous solution for 90 min to ensure adequate dispersion. Untreated
(UN) and pre-treated (H+S) straw samples were immersed in a pre-
dispersed G and AT aqueous solution in a beaker, correspondingly (see
Fig. 1-i). The concentrations of AT and G were 1 wt% and 0.1 wt%,
respectively, selected based on the previous studies conducted by Sca-
farro et al. (2020) and Zhu et al. (2019) for G and AT, respectively
(Scaffaro et al., 2020; Zhu et al., 2019). After being heated at 80 ◦C for
12 h under mechanical stirring (Fig. 1-ii), the mixture was filtered once
and oven-dried at 80 ◦C for 24 h to remove the water (Fig. 1-iii). The AT
and G particles were covered on the straw particles’ surface during the
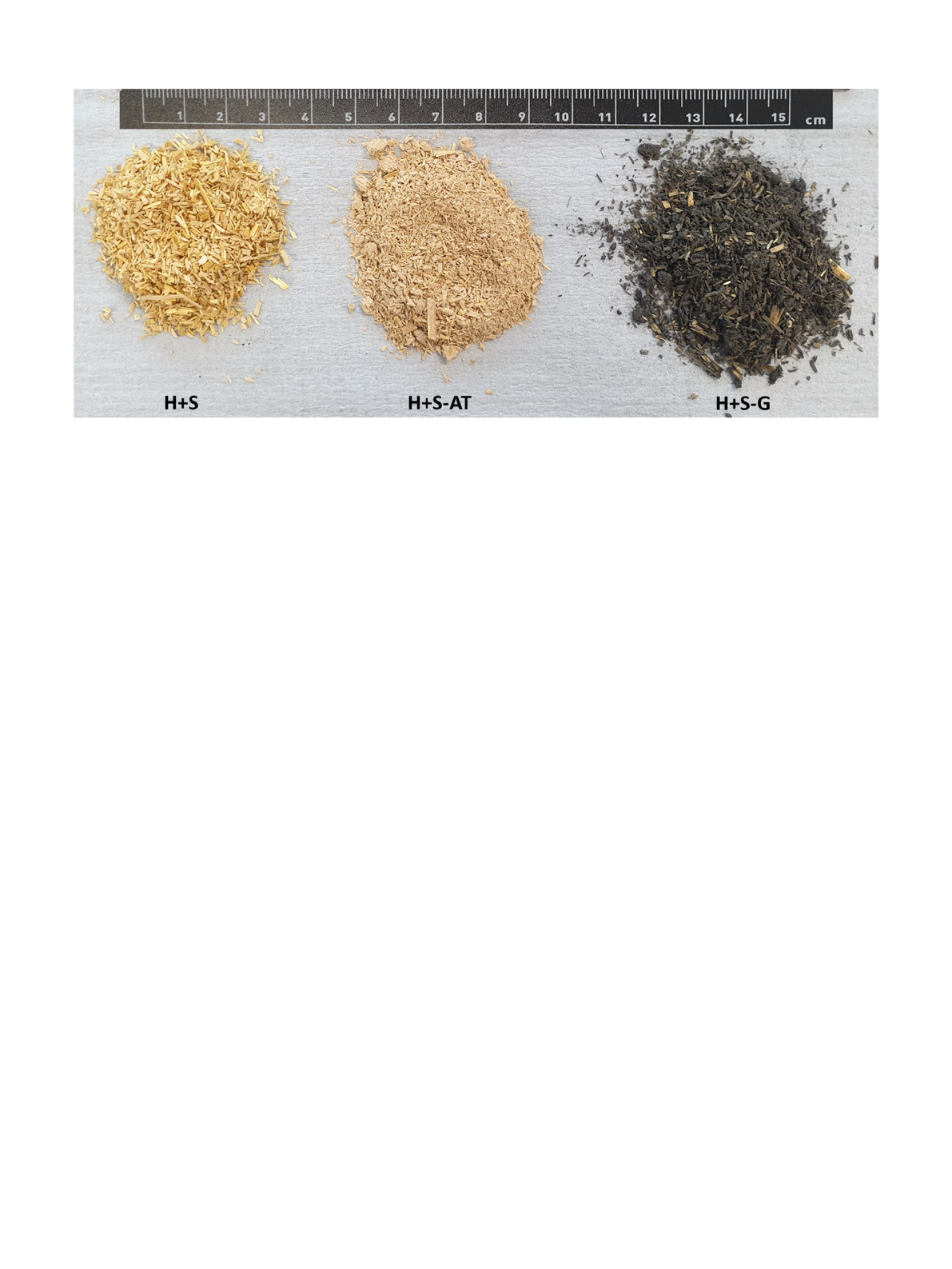
Fig. 2. Visual appearance of straw particles after pre-treatment (H+S) and subsequent surface functionalisation with attapulgite nanoclay (AT) and graphene
nanoplatelets (G).
M. Chougan et al.
Industrial Crops & Products 178 (2022) 114648
4
drying process. Fig. 2 shows the visual appearance of straw particles
after surface functionalisation processes.
2.2. Alkali-activated material preparation and mixing design
Seven AAMs reinforced with wheat straw particles were produced
(see Table 1). In order to make AAM composites, all binder ingredients,
including FA, GGBS, and SF with a percentage of 60, 25, and 15 wt.-%
respectively (of the total weight of the binder), and graded sand ag-
gregates with two particle size distribution of 0–0.5 mm and 0.5–1 with
a constant percentage of 60, and 40 wt.-%, respectively (of the total
weight of the aggregates), were dry-mixed for 5 min at 350 rpm using
planetary mixer. After dry mixing the wheat straw particles (1, 2, and
3 wt.-% of the weight of the binder) were added in and mixed for 5 min
at 250 rpm. The alkaline solution comprised of a mixture of sodium
hydroxide and sodium silicate solutions (weight ratio of 2:1) with a
dosage of 40 wt.-% (of the total weight of the binder) was used as
activator. The alkaline solution was gradually added to the dry mixture
and stirred at 450 until a homogeneous AAM composite was obtained. It
should be mentioned that all the AAM composites were prepared with a
constant water/solid ratio of 0.4.
2.3. Testing
2.3.1. Microstructure analyses
The microstructure and surface morphology of the surface func-
tionalised wheat straw samples was analysed and compared to the
unfunctionalised specimens using scanning electron microscopy (SEM,
VEGA3 TESCAN). For each composition, ten straw particle of size 5 mm
3
were analysed to capture reliable statements about the surface changes
induced as a result of surface functionalisations. The microstructure of
interface between AAM matrix and functionalised straw particles was
investigated employing SEM. For each composition, at least ten samples
(10 mm
3
) were extracted from broken portions of specimens in me-
chanical test and chromium-coated using a sputter coater to assure the
adequate electrical conductivity of AAM samples.
2.3.2. Raman spectroscopy
Raman spectroscopy test was performed in the range of
800–1800 cm
−1
at room temperature employing inVia Raman Micro-
scope (Renishaw), providing a 785 nm wavelength laser beam.
2.3.3. Thermogravimetric analysis
Thermogravimetric analysis (TGA) and differential thermal analysis
(DTA) were conducted to evaluate the impact of surface functionalisa-
tions on thermal degradation of straw particles. TGA analysis was per-
formed on 3−4 mg of straw samples under airflow with a heating rate of
10 ◦C/min using a TA Instrument SDT Q600.
2.3.4. X-ray diffraction
The X-ray diffraction patterns were carried out to investigate the
mineralogical composition of the samples after surface functionalisation
processes using an Aeris Diffractometer (Bruker) Cu-K
α
radiation, 2θ of
5−90◦, a wavelength of 1.542 Å, at 40 kV and 40 mA.
2.3.5. Chemical distribution of functional groups
The Fourier transform infrared spectroscopy-Attenuated total
reflectance (FTIR-ATR) test (PerkinElmer Spectrum one Spectrometer,
UK) was performed to evaluate the chemical functional group distri-
bution of untreated and pre-treated shredded straw samples. Samples
were placed on an ATR instrument with a 3x bounce diamond crystal at
a 45º incident angle. The instrument produced 20 scans at wavenumbers
ranging from 4000 cm
-1
to 600 cm
-1
with a 4 cm
-1
resolution. The
average result of a batch of three samples was provided for each
composition.
2.3.6. Mechanical property test
After mix preparation, a batch of three prismatic samples (with sizes
of 160 ×40 ×40 mm
3
) for each composition was casted. All the sam-
ples were first heat-cured at 60 ◦C for 24 h (Mo et al., 2014). The sam-
ples were then air-cured at a controlled room temperature (air-curing at
23 ±2◦C) up to 7 and 90 d. The flexural and compressive strength tests
were performed according to BS EN 196–1:2016 by means of Instron
5960 Series Universal Testing System.
2.3.7. Volume of permeable voids percentage
According to ASTM C 642, the boil-water saturation (BWS) tech-
nique has been employed to assess the volume of permeable voids per-
centage (VPV) immediately after sample’s curing for 7 d. For each
composition, a batch of three prismatic samples of 160 ×40 ×40 mm
3
was casted. The testing method consists of three consecutive steps: (i)
samples were placed in the oven for 48 h at 110 ◦C and weighted
(determining the oven-dry mass); (ii) then they were immersed in tap
water for 48 h at room temperature and weighted (determining the
saturated mass after immersion); (iii) sample’s saturated mass after
boiling was measured by submerging the samples in boiling water for
5 h. The VPV percentage of each sample was calculated using Eq. (1).
VPV (%) = [(C−A)
(C−D)]×100 (1)
Where: VPV is volume of permeable voids (%), A is oven-dry mass (g), C
is saturated mass after boiling (g), D is apparent mass of sample in water
after immersion (g).
2.3.8. Thermal conductivity measurement
Following ISO 22007–2, thermal property tests were performed
using a Hot Disk TPS 2200 device equipped with a 6.4 mm Kapton-
insulated sensor. Several thermal parameters, including the thermal
conductivity and specific heat of AAM samples modified with different
Table 1
Mix formulations of AAM reinforced with untreated (UN) and pre-treated (H+S) straw particles.
Name Binder (wt.-%) Additive (wt.-%) (of AAM) Functionalising agents (wt.-%) (of AAM) Aggregate (wt.-%) Na
2
SiO
3
: NaOH ratio
FA GGBS SF UN straw H+S straw AT G 0–0.5 mm 0.5–1 mm
CS 60 25 15 0 0 0 0 60 40 2:1
UN 60 25 15 1 0 0 0 60 40 2:1
UN-2 60 25 15 2 0 0 0 60 40 2:1
UN-3 60 25 15 3 0 0 0 60 40 2:1
H+S 60 25 15 0 1 0 0 60 40 2:1
H+S-2 60 25 15 0 2 0 0 60 40 2:1
H+S-3 60 25 15 0 3 0 0 60 40 2:1
UN-AT 60 25 15 1 0 1 0 60 40 2:1
H+S-AT 60 25 15 0 1 1 0 60 40 2:1
UN-G 60 25 15 1 0 0 0.1 60 40 2:1
H+S-G 60 25 15 0 1 0 0.1 60 40 2:1
M. Chougan et al.
Industrial Crops & Products 178 (2022) 114648
5
types of wheat straw particles, were evaluated. For each composition,
the test was performed on a batch of four 40 ×40 ×40 mm
3
samples
after 28 d of curing. In total 12 measurements on 4 cubic specimens were
performed with average taken as a value.
3. Results and discussion
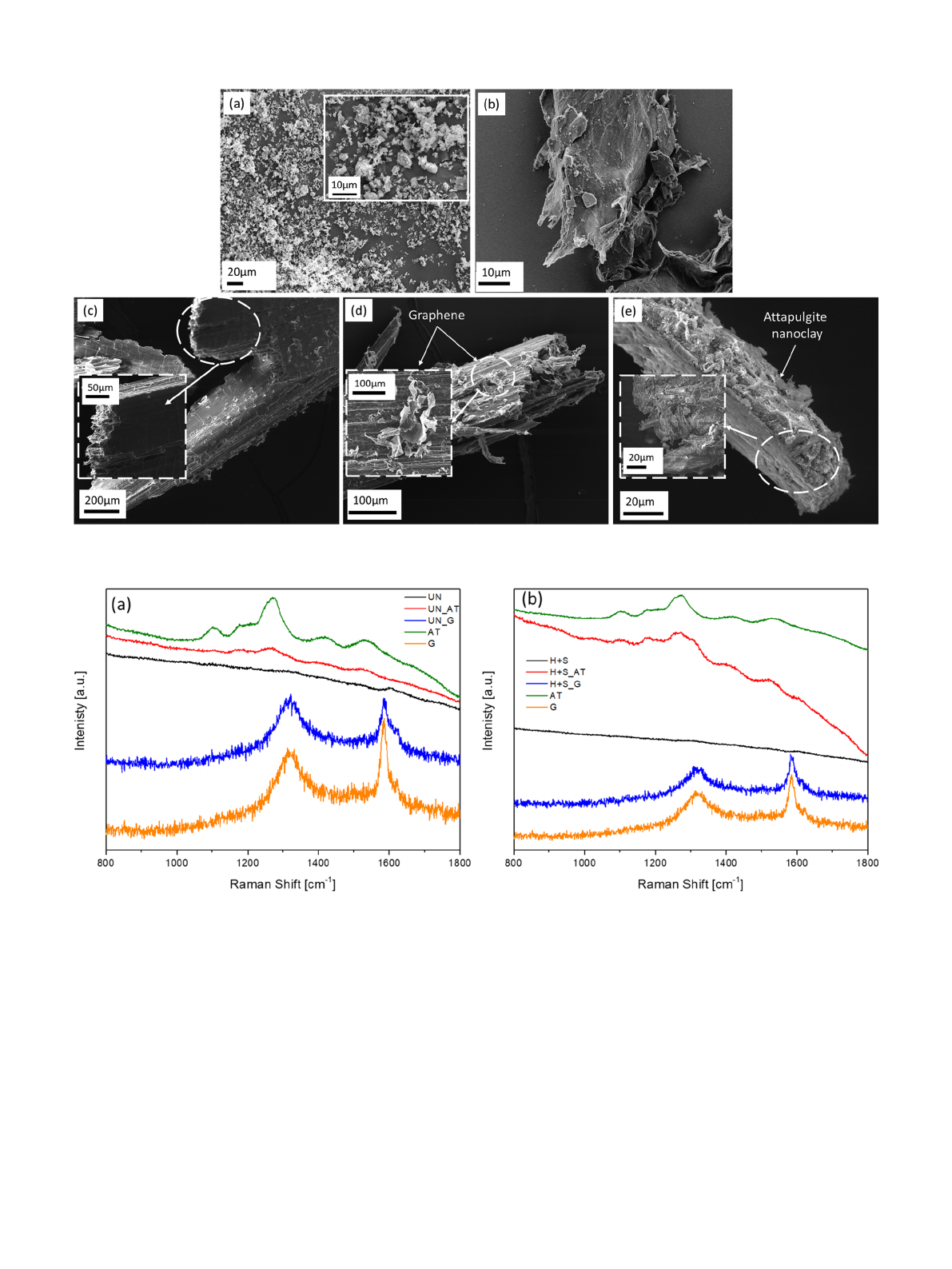
3.1. Microstructure of functionalised wheat straw
In Fig. 2(a and b), SEM of attapulgite nanoclay (AT) and graphene
nanoplatelets (G) are shown. AT particles employed in this study show a
rough surface and angular shape with sharp edges. Isolated graphene
nanoplatelets have fringed form and surface wrinkling. However, G
particles tend to fluctuate into massive agglomerates, with the unique
shape of samples obtained from expanded graphite flakes. The smooth
and continuous surface microstructure was observed in H+S sample (see
Fig. 3c). The microstructure analyses of straw particles indicate that the
surface functionalisations changed the surface appearance of straw
particles. The SEM images clearly show an adequate impregnation of
straw particles with AT and G particles. Fig. 3e shows characteristic
attapulgite nanoclay particles covering the straw, while Fig. 3d shows
separated graphene nanoplates attached on the surface of straw.
3.2. Raman investigations
The results of the Raman spectroscopy (see Fig. 4) revealed that G’s
typical characteristic peaks, i.e. D band 1335 cm
−1
, due to the carbon
lattice disorder typical of edges and defects in the aromatic structure,
Fig. 3. (a) attapulgite nanoclay, (b) graphene nanoplatelets, and surface profile of (c) H +S pre-treated straw, (d) H +S-G straw, (e) H +S-AT straw.
Fig. 4. Raman spectra of a) untreated, and b) pre-treated straw particles and their composites with AT nanoclay and graphene nanoplatelets.
M. Chougan et al.
Loading more pages...