Energieeffizienz in der Vibrationsrammtechnik
43
Albrecht Kleibl
4 Energieeffizienz in der
Vibrationsrammtechnik
4.1 Einleitung
Das Wachstum der Weltbevölkerung, die fortschreitende Urbanisierung
sowie der Klimawandel, der mit zunehmender Unwetterhäufigkeit,
Hochwassern und dem Ansteigen des Meeresspiegels einhergeht, stellen
neue Ansprüche an Leistung, Verfügbarkeit und Rentabilität der Maschi-
nen und Verfahren.
Die großen Infrastrukturprojekte werden sich zunehmend auf Länder
konzentrieren, die wir heute als Entwicklungsländer bezeichnen, es sind
Lösungen zur Finanzierbarkeit zu finden.
Gleichzeitig sind Umweltbelastung und Ressourcenverbrauch beim Bauen
kritisch zu prüfen. Prinzipiell stehen wir als Baumaschinenindustrie vor
der Herausforderung, Baumaschinentechnik anzubieten, die in puncto
Leistungsfähigkeit, Zuverlässigkeit und Effizienz neue Maßstäbe setzt.
4.2 Maschinen- und Prozesseffizienz
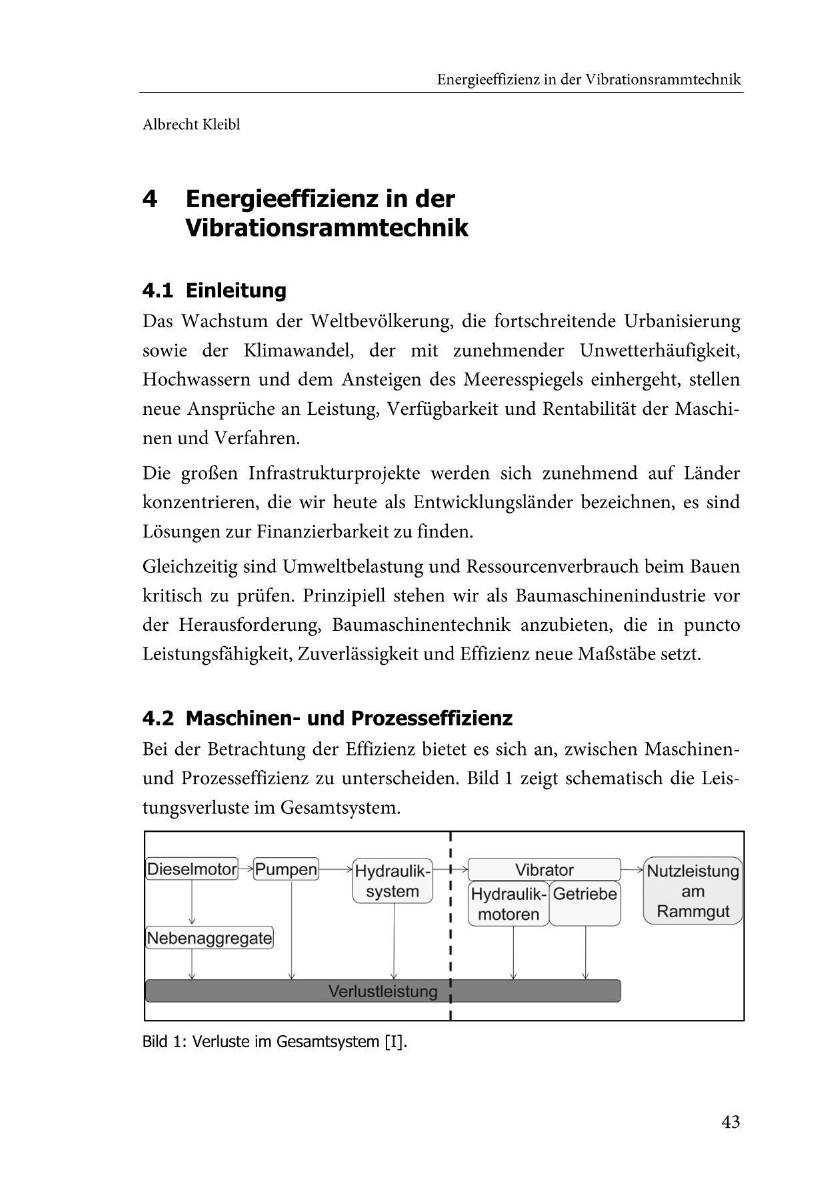
Bei der Betrachtung der Effizienz bietet es sich an, zwischen Maschinen-
und Prozesseffizienz zu unterscheiden. Bild 1 zeigt schematisch die Leis-
tungsverluste im Gesamtsystem.
Bild 1: Verluste im Gesamtsystem [I].

Innovationen im Spezialtiefbau
44
Der Bereich Maschineneffizienz erfasst alle Energieumwandlungen und
Hilfsprozesse, die auf dem Trägergerät bis zur Übertragung der Leistung
an das Arbeitsgerät stattfinden und gibt dann einen spezifischen Kraft-
stoffverbrauch pro kWh hydraulische Leistung an. Die hydraulische Leis-
tung wäre dann an der Schnittstelle zum Arbeitsgerät zu messen.
Die Prozesseffizienz ist schwieriger zu definieren. Sie bezeichnet die Effizi-
enz, mit der der Vibrator die angebotene Leistung in Nutzarbeit umsetzt.
Hier sind mehrere Probleme zu berücksichtigen:
1. Erstens ist die Nutzarbeit nicht unbedingt eine Arbeit im physikali-
schen Sinn. Es handelt sich eher um einen spezifischen Energieauf-
wand, anzugeben beispielsweise in kWh hydraulische Leistung pro m²
gerammte Spundwand.
2. Zweitens kann das Arbeitsgerät die angebotene Leistung häufig nicht
vollständig umsetzen, beispielsweise, wenn das Rammgut zu schwer
ist und aufgrund der geringen Schwingweite nur eine niedrige Vor-
triebsgeschwindigkeit erreicht wird. Ein größerer Vibrator könnte die
Leistung besser nutzen und mehr Vortrieb realisieren. Einerseits wäre
dieser größere Vibrator besser zu bewerten, weil mit gleicher angebo-
tener Leistung mehr Nutzen realisiert wird, andererseits geht, bei
physikalisch sauberer Betrachtung, in eine Effizienz nur die tatsäch-
lich in Anspruch genommene Leistung ein.
3. Drittens hängt die Effizienz, mit der ein Vibrator die angebotene Leis-
tung umsetzt von sehr vielen Faktoren, wie z. B. vom Boden, Ramm-
gut, vorgewählter Drehzahl, zulässiger Bodenschwingung usw., ab.
Aus genannten Gründen könnte sich eine Beurteilung der Prozesseffizienz
nur für den Einzelfall mit einer Kennzahl erfolgen. Eine umfassende Be-
wertung ist kompliziert.
Da die Energieumwandlung (Verbrennungsmotor-Hydraulikpumpe) und
Übertragung (Hydraulik) zum deutlich größeren Teil an der Maschine
stattfindet, ist für die Bewertung des Gesamtsystems eine Klassifizierung
der Maschineneffizienz, die relativ einfach und wirtschaftlich realisierbar

Energieeffizienz in der Vibrationsrammtechnik
45
scheint, auch ohne Berücksichtigung der Prozesseffizienz sinnvoll und
aussagefähig.
4.3 Steigerung der Maschineneffizienz
4.3.1 Stand der Technik und Prinzip der VV-Vibratoren
In den vergangenen Jahrzehnten hat sich die Vibrationsrammtechnik im
Spezialtiefbau etabliert und wird für immer neue Anwendungen einge-
setzt. Dabei sind sowohl die Größe der Maschinen als auch die installierte
Leistung gewachsen. Der Antrieb der Vibratoren erfolgt meist hydrau-
lisch, wobei eine effiziente Energieübertragung durch folgende Merkmale
erschwert wird:
• Bei Antriebsleistungen von bis zu mehr als 500 kW bei mäklergeführ-
ten Vibratoren und teilweise über 1.000 kW bei Freireitern werden
Ölvolumenströme in der Größenordnung von 700 bis über
1.000 l/min bewegt.
• Die Übertragungswege sind lang, Gesamtlängen der Hydraulikleitun-
gen von 50 m sind bei Vibrationsrammgeräten keine Seltenheit.
• Da die Vibratoren samt Rammgut am Mäkler verfahren werden, sind
flexible Zuleitungen erforderlich und die Förderquerschnitte be-
grenzt.
• Da Vibratoren ihre Kraftwirkung aus den Reaktionskräften rotieren-
der Unwuchten generieren, ist im Gegensatz zu anderen Baumaschi-
nen, bei denen die Leistung von Hydraulikzylindern umgesetzt wird,
der Ölvolumenstrom auch dann aufrecht zu erhalten, wenn aktuell
keine oder nur geringe Leistung umgesetzt wird.
Die im Rammprozess erforderliche Leistung wird von vielen Faktoren wie
Rammgutmasse, Zug- oder Vorspannkraft und Baugrund bestimmt. Da
der Bodenwiderstand zu Beginn einer Rammung meist gering ist und erst
mit zunehmender Tiefe ansteigt, die installierte Antriebsleistung aber den
Anforderungen zum Erreichen der Solltiefe genügen muss, ist häufiger
Teillastbetrieb nicht zu vermeiden.

Innovationen im Spezialtiefbau
46
Herkömmliche Vibratoren sind mit Hydraulikmotoren mit konstantem
Schluckvolumen ausgerüstet, deren Ölvolumenstrom der Drehzahl ent-
spricht und unabhängig von der abgenommenen Leistung Verluste verur-
sacht. Besonders unvorteilhaft ist das Verhältnis zwischen Nutz- und Ver-
lustleistung im Teillastbereich.
Seit etwa vier Jahren bietet ABI Vibratoren an, deren Antrieb durch Hyd-
raulikmotoren mit verstellbarem Schluckvolumen erfolgt. Diese Technik
bietet folgende Vorteile:
• Die verfügbare hydraulische Leistung kann besser ausgenutzt werden.
• An bestehende Trägergeräte werden größere Vibratoren angebaut
und während der überwiegenden Betriebszeit mit höherer Leistung
betrieben.
• Der Einsatzbereich erweitert sich, da in Betriebszuständen, beispiels-
weise bei sehr hoher Drehzahl, gearbeitet wird, die bisher nur mit teu-
ren Sonderkonstruktionen möglich gewesen wären.
• Die Getriebe sind moderner aufgebaut und effizienter.
• Durch Anpassung des Schluckvolumens der Hydraulikmotoren kann
im Teillastbereich der Ölvolumenstrom bei gleichbleibender Vibra-
tordrehzahl reduziert werden, die hydraulische Verlustleistung ver-
ringert sich.
Im Folgenden werden diese Technik und das daraus resultierende Sparpo-
tential erläutert sowie erste Ergebnisse präsentiert.
4.3.2 Einsparpotential im Hydrauliksystem
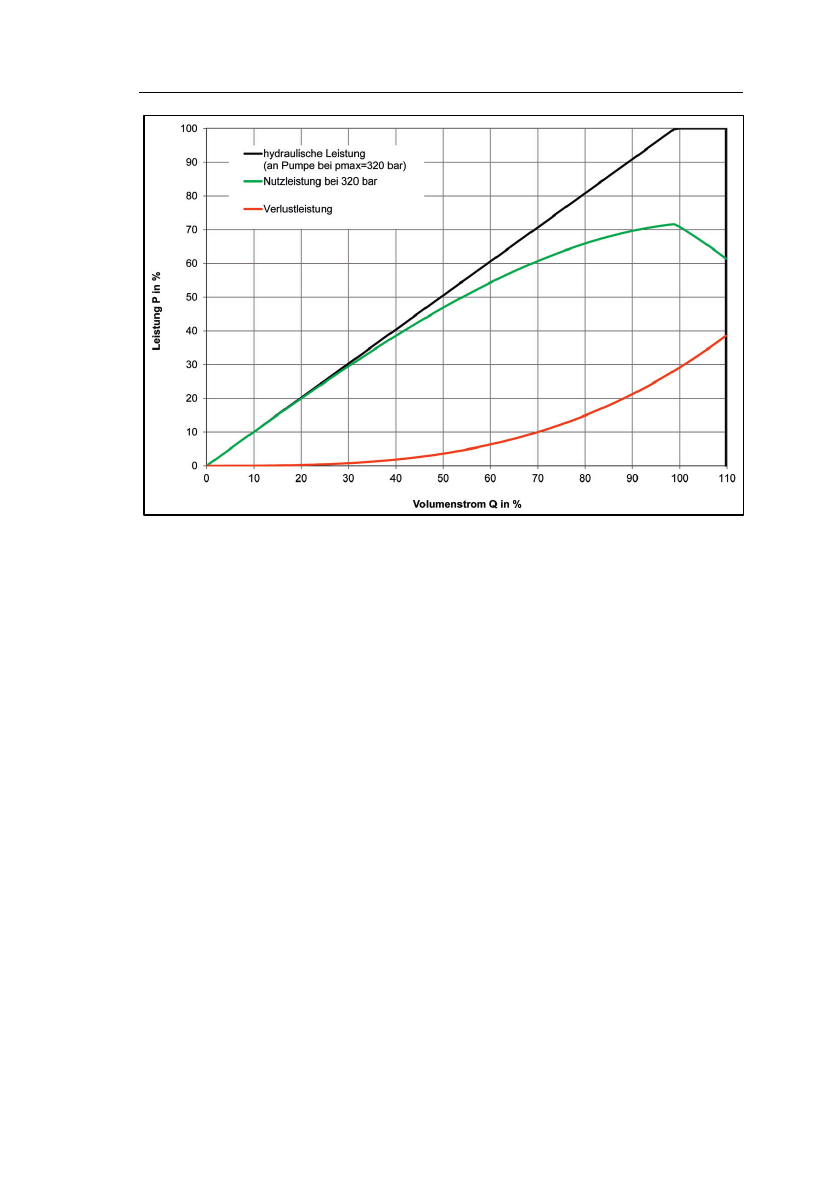
Im Diagramm in Bild 2 werden anhand eines Beispiels die hydraulische
Leistung an der Pumpe und die Verlustleistung im Hydrauliksystem sowie
die daraus resultierende nutzbare Leistung als Funktionen des Volumen-
stroms dargestellt.
Energieeffizienz in der Vibrationsrammtechnik
47
Bild 2: Hydraulische Leistung und Übertragungsverluste [I].
Es zeigt sich, dass sich bei gegebener Hydraulikanlage die Nutzleistung
durch größere Volumenströme nicht steigern lässt. Eine Reduzierung des
Volumenstroms geht mit deutlich geringeren Verlusten einher, zieht je-
doch nur geringe Einschränkungen bei der nutzbaren Leistung nach sich.
Beim Vibrationsrammen herrscht Teillastbetrieb vor. Eine häufige Aufga-
benstellung ist das Einbinden der Spundwandprofile in einen wasserdich-
ten Bodenhorizont. Dieser besteht in der Regel aus bindigem Material und
ist schwer rammbar. Oft wird bis zum Erreichen der entsprechenden Tiefe
die volle Leistung nicht abgerufen. Da bei herkömmlichen Vibratoren, um
die Drehzahl zu halten, der Volumenstrom nicht reduziert werden kann,
stellt sich das Verhältnis von Nutz- und Verlustleistung meist schlechter
dar, als in Bild 2 dargestellt. Im Diagramm sind nur die Verluste im hyd-
raulischen System nach der Pumpe berücksichtigt.
4.3.3 Efficiency Drive
Efficiency Drive bezeichnet eine neu entwickelte ABI-Steuerung. Diese
beschränkt die hydraulischen Verluste dadurch, dass immer dann, wenn
Loading more pages...