Citation: Rotzler, S.; Malzahn, J.;
Werft, L.; von Krshiwoblozki, M.;
Eppinger, E. Influence of Knitting
and Material Parameters on the
Quality and Reliability of Knitted
Conductor Tracks. Textiles 2022,2,
524–545. https://doi.org/10.3390/
textiles2040030
Academic Editors: Larisa A.
Tsarkova, Thomas Bahners and
Xiaomin Zhu
Received: 24 August 2022
Accepted: 29 September 2022
Published: 5 October 2022
Publisher’s Note: MDPI stays neutral
with regard to jurisdictional claims in
published maps and institutional affil-
iations.
Copyright: © 2022 by the authors.
Licensee MDPI, Basel, Switzerland.
This article is an open access article
distributed under the terms and
conditions of the Creative Commons
Attribution (CC BY) license (https://
creativecommons.org/licenses/by/
4.0/).
Article
Influence of Knitting and Material Parameters on the Quality
and Reliability of Knitted Conductor Tracks
Sigrid Rotzler 1,2,* , Jan Malzahn 1,3 , Lukas Werft 1, Malte von Krshiwoblozki 1and Elisabeth Eppinger 3,*
1
Fraunhofer Institute for Reliability and Microintegration IZM, Gustav-Meyer-Allee 25, 13355 Berlin, Germany
2
Microperipheric Research Center, Technical University Berlin, Gustav-Meyer-Allee 25, 13355 Berlin, Germany
3School of Culture and Design, University of Applied Sciences for Technology and Economics Berlin,
Wilhelminenhofstraße 75A, 12459 Berlin, Germany
*Correspondence: [email protected].de (S.R.); [email protected] (E.E.)
Abstract:
Many electronic textile (e-textile) applications require a stretchable basis, best achieved
through knitted textiles. Ideally, conductive structures can be directly integrated during the knitting
process. This study evaluates the influence of several knitting and material parameters on the
resistance of knitted conductive tracks after the knitting process and after durability testing. The
knitting speed proves to be of little influence, while the type of conductive thread used, as well as
the knitting pattern both impact the resistance of the knitted threads and their subsequent reliability
considerably. The presented research provides novel insights into the knitting process for conductive
yarns and possible applications and shows that choosing suitable material and processing methods
can improve the quality and robustness of knitted e-textiles.
Keywords: e-textiles; knitting; reliability; smart textiles; conductive textiles; knitted conductors
1. Introduction
Electronic textiles (e-textiles) represent a growing group of hybrid textile products
characterized by integrated electronic and conductive components. Main application
areas for wearable e-textiles are sports, medical, personal protective equipment (PPE) and
therapeutical purposes with the aim of measuring body functions and activities of the
users [
1
]. Despite a wide range of application scenarios, challenges including comfort,
stability against mechanical wear occurring during use (such as cyclic stretching and
bending or abrasion), as well as washability have so far prevented e-textiles from reaching
a wider market [2].
E-textiles intended for body monitoring, where continuously gathered data are used
to improve training or therapy results, prevent strain or accidents, for diagnostics or to
regulate integrated actuators, need to be especially flexible, stretchable, comfortable and
washable [
3
]. The integrated sensor systems often need to be in direct contact to the user’s
skin and should not impact the movement and the breathability of the garment. Compared
to woven textiles, knits possess a much higher structural elasticity [
4
], making them ideal
substrates for such form-fitting e-textile applications [
5
]. Yet, integrating circuits into a
stretchable base—without impacting the stretchability of the fabric—is especially challeng-
ing. A promising approach to produce adequately elastic circuits is to knit them directly
into the textile during production. This way, the circuit paths will have a comparable
stretchability to the textile substrate. The advantage of this approach is a minimal impact
on textile properties, making the e-textile more comfortable for users. No additional inte-
gration resources and processing steps are necessary, and almost no waste of conductive
material occurs, making the knitting of conductive elements into a textile substrate fabric
both sustainable and cost effective. Apart from textile circuits, conductive yarns knitted
into textiles can also function as strain or touch sensors, electrodes, heating elements or
induction coils [6–8].
Textiles 2022,2, 524–545. https://doi.org/10.3390/textiles2040030 https://www.mdpi.com/journal/textiles

Textiles 2022,2525
During the knitting process and the subsequent use phase, the conductive yarns in
such knitted e-textiles will experience a range of mechanical stresses, as well as strain from
washing cycles. Research into the effects of knitting parameters on textile properties has
been done extensively for non-conductive knitted textiles. Gosh et al. investigated the
influence of yarn count and tension, speed and loop length on the comfort of jersey and
rib knits [
9
]. Research by Ramachandran et al. shows that thermal properties of knits
is dependent on the yarn type and different knitting parameters [
10
], while Nazir et al.
show that tighter knitted interlock fabrics and smaller stitch lengths lead to better moisture
management properties [
11
]. Other research looks into the influence of processing and
material parameters of jersey textiles [12], just to name a few examples.
Yet, there is less insight for conductive yarns, as e-textile research and product develop-
ment thus far was focused predominantly on creating circuits through embroidery, printing
or laminating. Euler et al. investigated how different factors affect the contact impedance of
knitted electrodes. Electrode size and shape, knit construction and the yarn density of the
conductive yarn were varied, with size and construction showing the biggest influence [
13
].
The research of Atalay and Kennon shows that when knitting strain sensors, the input
tension for the conductive yarns, but also the properties of the non-conductive base yarn
used, will influence sensing capability. The number of parallel conductive lines also affects
the sensor characteristics, but to a lesser extent [
14
]. The type of yarn and the density of
conductive lines influences the suitability of the resulting fabric for heating application,
as Repon et al. show [
15
]. Ullah et al. researched the suitability of different conductive
yarns and knit structures for knitted pressure sensors, but did not evaluate the effect that
different knitting parameters have on the integrity of the yarns and their resistance [
16
].
Overall, findings into the influence of knitting and material parameters when knitting with
conductive yarns are limited, especially in combination with reliability considerations.
This research aims at bridging this gap in insight by evaluating how knitting parame-
ters and different conductive yarns influence the resistance of knitted circuits during the
production of the textiles and after a series of simulated wear scenarios. A higher knitting
speed is suspected to lead to a higher mechanical strain during the knitting process, as
other studies have shown a pronounced influence of processing speed when using em-
broidery to create textile circuits [
17
]. The second assumption tested in this research is
that the knit structure influences the resistance of the finished knitted circuit, both due to
different amounts of mechanical strain during the production process as well as a different
amount of contact points in the conductive thread within the textile. The conductive yarn
is also suspected to influence the quality of a knitted circuit, as different yarns will behave
differently during production and the use phase. To simulate the use phase, the knitted
textiles with integrated conductive tracks were subjected to cyclic stretch testing, wash
cycles and a tensile test.
2. Materials and Methods
2.1. Main Parameter Test
The parameters knitting speed, conductive yarn type and knit construction type were
analyzed to determine their effects on the resistance of knitted textile conductors directly
after the knitting process.
Conductive yarns: The tested yarns were chosen from commercially available con-
ductive yarns marketed as suitable for knitting. Four different silver (Ag) coated, nylon
(PA) based materials were chosen from two suppliers: Elitex (ELITEX) (see Figure 1a,e)
from IMBUT and Shieldex 33/10 (SHLD33) (see Figure 1b,f), Shieldex 44/10 (SHLD44)
(see Figure 1c,g) and Madeira HC40 (MDR40) (see Figure 1d,h) from Statex. The Shieldex
yarns SHLD33 and SHLD44 are comparable in all aspects except the yarn count. Both
Shieldex yarns are too thin to be knitted as a single thread, so they were tripled during
specimen production by leading the threads of three cones into a single yarn feeder of the
Kniterate machine. To assess if twined yarn shows better results for knitted conductors
than doubling or tripling 1-ply yarn, MDR40—a twine made of Ag-coated PA, also manu-
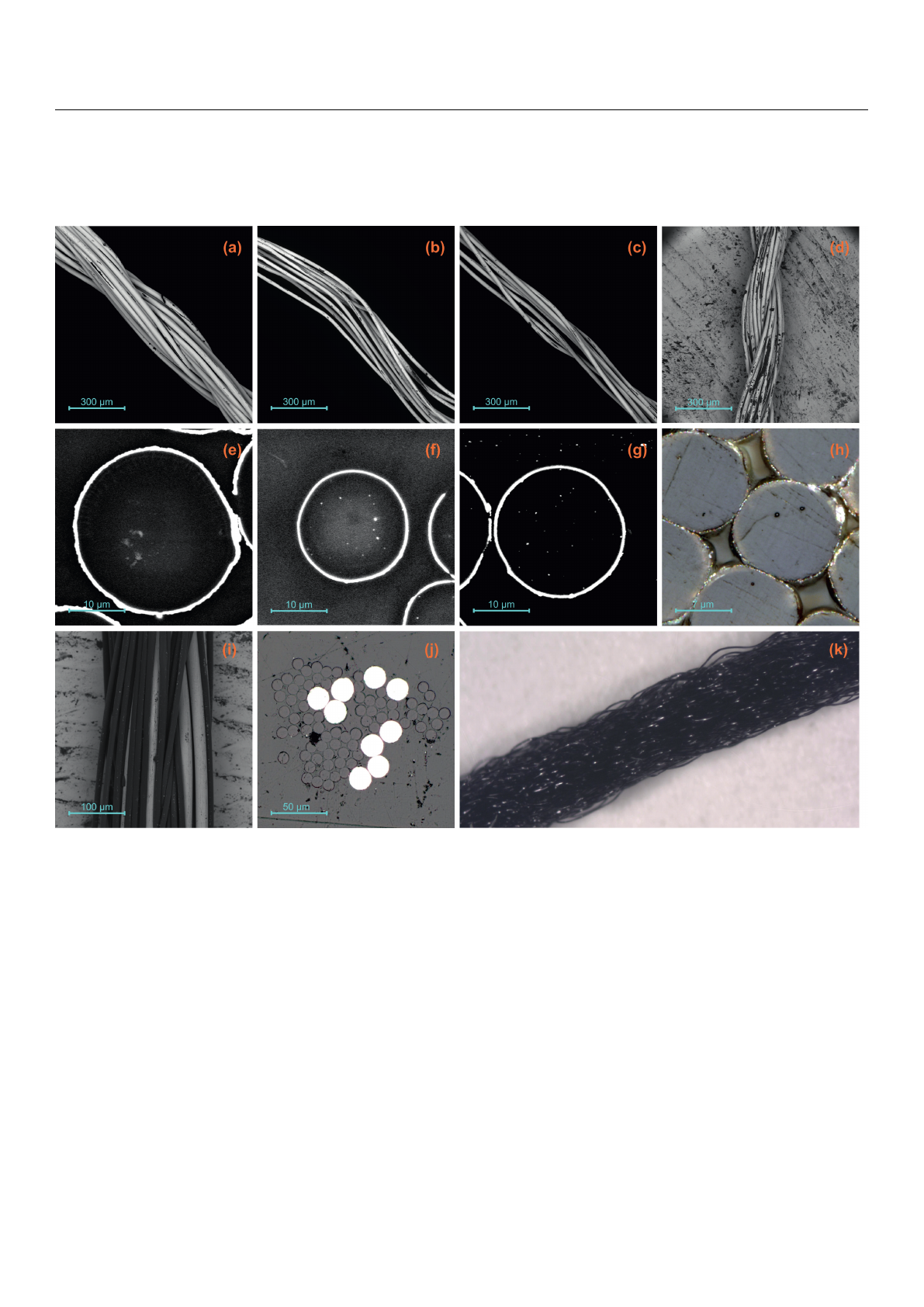
Textiles 2022,2526
factured by Shieldex (but marketed as an embroidery thread)—is tested as well. Compared
to the Shieldex materials, ELITEX yarn from IMBUT has a thicker silver coating due to an
additional, second coating step.
Figure 1.
Scanning electron microscopy (SEM) and cross-section images of the conductive and
non-conductive yarns prior to the knitting process. Yarns: (
a
) ELITEX, (
b
) SHLD33, (
c
) SHLD44,
(
d
) MDR40, (
i
) STEEL, (
k
) PA base yarn; Cross sections: (
e
) ELITEX, (
f
) SHLD33, (
g
) SHLD44,
(h) MDR40, (j) STEEL.
Silver coated yarns are widely used in knitted, woven or embroidered e-textiles due
to their textile-compatible properties, but often show unsatisfactory reliability results [
18
].
To compare a differently constructed yarn to the Ag-coated PA yarns, Steel-tech from
supplier Amann was chosen as the fifth material, a yarn consisting of solid stainless steel
wires twined with PA filaments (STEEL) (see Figure 1i,j). Table 1gives an overview of the
5 different materials
used for the test as well as the PA yarn used as a non-conductive base
yarn for all test specimen (see Figure 1k). The electrical properties of the conductive yarns
are also provided in the table.
Textiles 2022,2527
Table 1. Properties of utilized yarns.
Yarn &
Manufacturer ID Construction
Yarn
Count *
[dtex]
Material
Ag-Layer
Thickness
[µm]
Linear
Resistance
[Ω/m]
Non-conductive base yarn
PA (OTEX) PA 184 filaments Z-yarn 356.4 ±15 PA – –
Conductive yarns
Elitex (Inbut) ELITEX 17 filaments 2ply
Z-twine 400 ±20
PA with Ag
(>99%)
coating
ca.
1 */0.43–2.08
#<50 *
Shieldex® 33/10
(Statex) SHLD33 10 filaments Z-yarn 40/10 ±2
PA with Ag
(99.9%)
coating
0.43 #<4000 */650 #+
Shieldex® 44/10
(Statex) SHLD44 10 filaments Z-yarn 54/10 ±4
PA with Ag
(99.9%)
coating
0.5 #<4000 */381 #+
Madeira HC40
(Statex) MDR40 multifilament 2ply
twine 290 ±6
PA with Ag
(99.9%)
coating
0.24–0.45 #<300 *
Steel-Tech (Amann) STEEL
8 steel filaments,
polymer
multi-filament core
930 stainless steel
PA core – 90 *
* manufacturers’ data, #own measurement, +tripled yarn.
Knitting speed: One of the assumptions motivating the presented research is that
higher knitting speeds lead to increased mechanical strain (and subsequently to higher
damages) on the yarn. The Kniterate machine used to produce the specimen is capable
of knitting speeds up to 800 mm/s [
19
], which was the speed chosen as the maximum
testing speed. For industrial production, the lowest possible knitting speed of 10 mm/s
is much too slow and thus not feasible, so the lowest testing speed is set slightly higher
at 100 mm/s. The default setting for the knitting speed when creating new designs with
the Kniterate software is 300 mm/s [
20
], which is why two more testing speeds were set at
250 mm/s and 400 mm/s, respectively, slightly below and above this default value. The
knitting speed for the non-conductive rows knitted from the black PA yarn is kept at a
constant 400 mm/s.
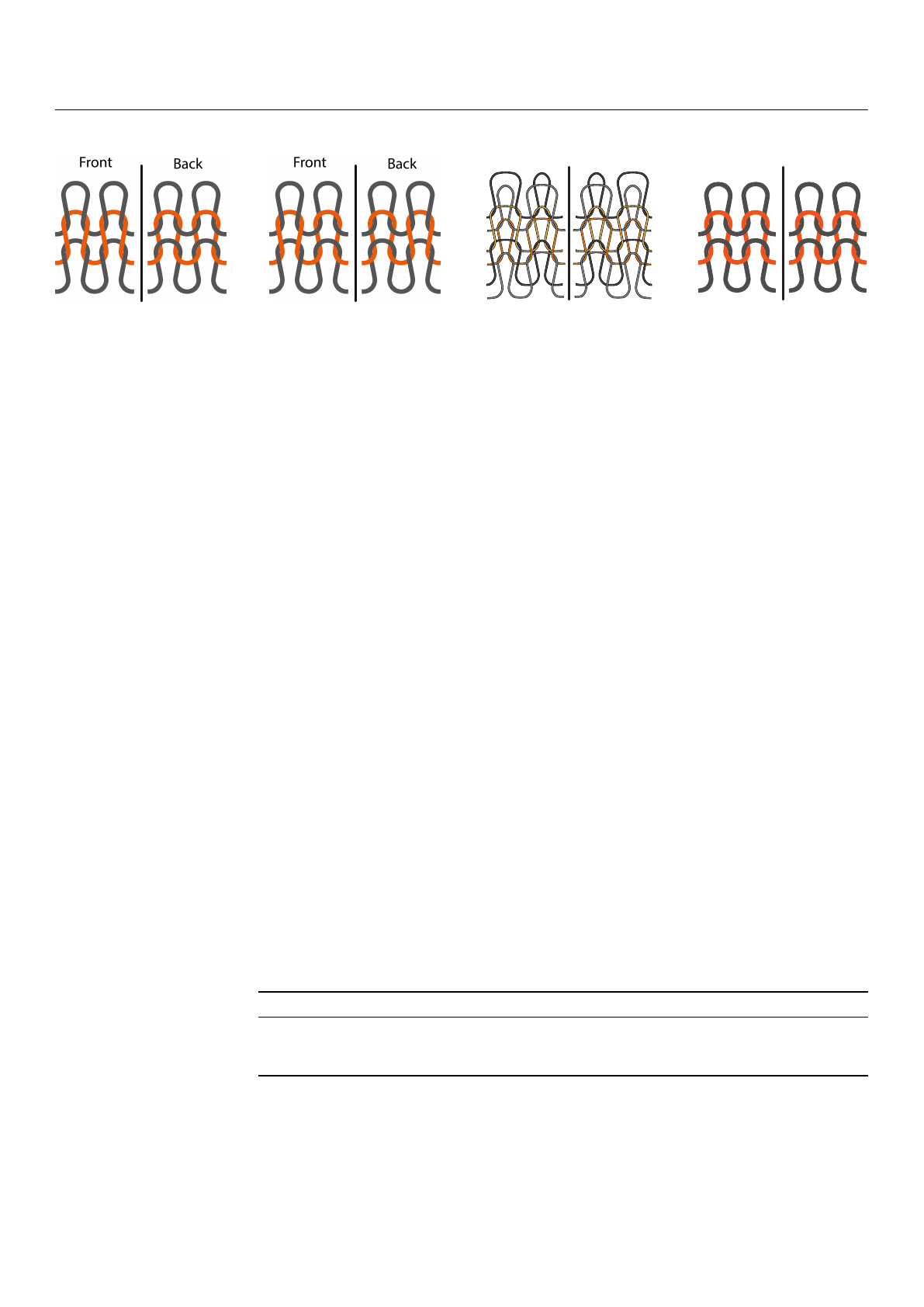
Knit structure: In knitting, a distinction is made between four basic weft knits: single
jersey (SJ), rib, interlock (IL) and purl (PU) [
21
]. Since all structures are formed differently,
it is likely that the mechanical stress on the yarn also differs during their construction.
Single jersey (SJ): SJ consists of right loops that are knitted using only one needle
bed [
22
]. As is illustrated in Figure 2a, SJ shows stitch legs and thus knit stitches on the
face side and stitch heads and stitch feet and therefore purl stitches on the reverse side [
22
].
Single jersey has moderate stretchability (10–20%) in the longitudinal direction and high
stretchability (30–50%) in the transverse direction [
4
]. SJ has the densest stitch structure
of all four basic knitting types, since only one needle bed is used in production and no
additional yarn length is generated during transfer between the needle beds, which is why
the contact points of the conductive yarns are also the densest. Due to this property, the
path of the lowest electrical resistance through the knitted fabric should be the shortest
compared to the other three basic weft knits. Therefore, the electrical conductivity should
be the highest, which makes SJ a relevant structure for e-textiles.
Textiles 2022,2528
(a)SJ front & back (b)RIB front & back
Front Back
(c)IL front & back
Front Back
(d)PU front & back
Figure 2. Overview of knit structures, own representation based on [21].
Rib: The simplest version of the rib structure is the 1:1-rib (RIB) [
21
]. In the RIB
structure, alternating wales of knit stitches on the front bed and knit stitches on the back
bed (purl stitches on the right side of the fabric) are produced [
20
]. RIB has moderate
stretchability (10–20%) in the longitudinal direction and very high stretchability (50–100%)
in the transverse direction [
4
]. Due to the particularly high transverse elasticity and the
high volume, RIB is suitable for use in strain sensors and pressure sensors and is therefore
an interesting structure for e-textiles [
23
]. Both sides of the RIB show knit stitches, as can
be seen in Figure 2b [4].
Interlock (IL): While some sources list IL as distinct type of basic weft-knit [
21
], other
sources only include it as a sub-type of rib knit [
24
]. Since IL has a dimensionally stable
structure due to its manufacturing method and is therefore interesting for the research
and development of electronic circuit paths, in which few unwanted changes in resistance
should occur due to changes in strain, it is treated and examined in this work as a basic
type of knitting. Each row of IL requires two rows of stitches knit on separate alternating
needles, creating two rows of half-gauge ribbing whose sinker loops cross over. Thus, odd
feeders alternately knit wales on each side and even feeders knit the other wales [
21
]. IL has
a moderate stretchability both lengthwise and crosswise [
4
]. IL has the same appearance on
both sides, but its surface cannot be stretched to reveal the wales of the underlying stitch
because the wales on each side are diametrically opposed and connected [
21
]. This means
that knit stitches are visible on both sides of the fabric (Figure 2c) [4].
Purl (PU): PU is the fourth basic weft knitting structure. Both sides show purl stitches,
as depicted in Figure 2d. During its production, a stitch transfer between the beds is carried
out after each row of stitches [
24
]. Knitting PU samples on the Kniterate machine caused
persistent problems and defects. For this reason, the PU structure was excluded from
this research.
Table 2gives an overview of all the parameters varied in the main parameter tests
and the tested values. All possible combinations of knitting speed, knit structure and
conductive yarns were tested. After the resistance measurement, the conductive tracks
were evaluated for damages and defects using SEM microscopy.
Table 2. Varied parameters for the parameter test.
Parameter Tested Values
Knitting speed [mm/s] 100, 250, 400, 800
Knit structure SJ, RIB, IL
Conductive yarns ELITEX, SHLD33, SHLD44, MDR40, STEEL
Loading more pages...