RESEARCH Open Access
Life cycle approach to sustainability assessment:
a case study of remanufactured alternators
Erwin M. Schau
*
, Marzia Traverso and Matthias Finkbeiner
Abstract
Sustainability is an international issue with increasing concern and becomes a crucial driver for the industry in
international competition. Sustainability encompasses the three dimensions: environment, society and economy.
This paper presents the results from a sustainability assessment of a product. To prevent burden shifting, the whole
life cycle of the products is necessary to be taken into account. For the environmental dimension, life cycle
assessment (LCA) has been practiced for nearly 40 years and is the only one standardised by the International
Organization for Standardization (ISO) (14040 and 14044). Life cycle approaches for the social and economic
dimensions are currently under development. Life cycle sustainability assessment (LCSA) is a complementary
implementation of the three techniques: LCA (environmental), life cycle costing (LCC - economic) and social LCA
(SLCA - social). This contribution applies the state-of-the-art LCSA on remanufacturing of alternators aiming at
supporting managers and product developers in their decision-making to design product and plant. The alternator
is the electricity generator in the automobile vehicle which produces the needed electricity. LCA and LCC are used
to assess three different alternator design scenarios (namely conventional, lightweight and ultra-lightweight). The
LCA and LCC results show that the conventional alternator is the most promising one. LCSA of three different
locations (Germany, India and Sierra Leone) for setting the remanufacturing mini-factory, a worldwide applicable
container, are investigated on all three different sustainability dimensions: LCA, LCC and SLCA. The location choice
is determined by the SLCA and the design alternatives by the LCA and LCC. The case study results show that
remanufacturing potentially causes about 12% of the emissions and costs compared to producing new parts. The
conventional alternator with housing of iron cast performs better in LCA and LCC than the lightweight alternatives
with aluminium housing. The optimal location of remanufacturing is dependent on where the used alternators are
sourced and where the remanufactured alternators are going to be used. Important measures to improve the
sustainability of the remanufacturing process in life cycle perspective are to confirm if the energy efficiency of the
remanufactured part is better than the new part, as the use phase dominates from an environmental and
economical point of view. The SLCA should be developed further, focusing on the suitable indicators and
conducting further case studies including the whole life cycle.
Keywords: Life cycle sustainability assessment, Life cycle assessment, Life cycle costing, Social LCA,
Remanufacturing, Alternator, Automotive parts, Germany, India, Sierra Leone
Department of Environmental Technology, Chair of Sustainable Engineering,
Technische Universitaet Berlin, Office Z1, Strasse des 17. Juni 135, Berlin
D-10623, Germany
© 2012 Schau et al.; licensee Springer. This is an Open Access article distributed under the terms of the Creative Commons
Attribution License (http://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction
in any medium, provided the original work is properly cited.
Schau et al. Journal of Remanufacturing 2012, 2:5
http://www.journalofremanufacturing.com/content/2/1/5
Background
The alternator is the automotive part with the highest
remanufacturing rate [1]. The function of the alternator
is to deliver electrical energy to charge the battery and
to the on board equipments like light [2].
Remanufacturing can play an important role as a way
to close the material cycles and thereby contribute to
less material and energy use [1,3-7], which are the im-
portant steps to realise a sustainable development.
However, in a life-cycle perspective, not only the pro-
duction or remanufacturing phase but also the use stage
is needed to be taken into account. In the use stage of
engines and generators, energy use, associated emissions
and costs are of high concern [8]. Up to now, few stud-
ies have looked at the whole life cycle of automotive
parts that requires energy in the use phase including
remanufacturing of the used parts [9].
Sustainability encompasses not only the environmental
dimension, but also social and economic ones, as it is
defined by the Brundtland Commission [10]. Conse-
quently, a methodology to measure sustainability is get-
ting extremely important. The measurement of the
environmental dimension of sustainability is the most
mature method of the three.
LCA is a standardised method [11,12] widely used to
investigate the potential environmental impacts of pro-
ducts and services through the whole life cycle from cra-
dle to grave [13,14]. The life cycle approach helps to
avoid shifting of burden from one phase to another.
Life cycle costing (LCC) is proposed for the assessment
of the economic dimension of sustainability. LCCs have
been used since the 1930s [15]; however, it is a relatively
new tool within sustainability assessment. The Society
of Environmental Toxicology and Chemistry (SETAC)
working group on LCC [16] classifies three types of LCC -
conventional, environmental and societal LCC and consid-
ers the method of environmental LCC [16] currently as
the most suitable for combining with LCA [15,17,18].
Social life cycle assessment (SLCA) is the life cycle
tool to assess the potential social and socio-economic
impacts of the products and their consumption through-
out their life cycles [19].
To combine LCA, environmental life cycle costing
(LCC) [16,20] and SLCA [19], a methodology called Life
Cycle Sustainability Assessment (LCSA) [21] has been
suggested and can be formally expressed in the symbolic
equation [22-25]:
LCSA ¼LCA þLCC þSLCA;ð1Þ
where
1. LCSA = Life cycle sustainability assessment,
2. LCA = Environmental life cycle assessment,
3. LCC = Environmental life cycle costing and
4. SLCA = Social life cycle assessment
Based on the well-known depiction of sustainability,
where the three dimensions of environment, economy
and society intersect, as depicted in Figure 1a, the LCSA
can be illustrated synchronously as previously described
(Figure 1b).
Similar to the LCA method, environmental LCC and
SLCA are life cycle approaches which have been proven
useful to prevent shifting of burden from one process to
another in the product life cycle [23]. Despite the long
history of conventional life cycle costing, the environ-
mental LCC is a relatively new method in a sustainability
context [20]. SLCA is still in its infancy, where one of
the current focuses is developing the indicators to be
used [22].
This paper presents the results from a multidisciplinary
research project applying LCSA on different scenarios for
remanufactured alternators - three different countries and
three different alternator designs are investigated - and
thereby lead contribution to the development of the LCSA
methodology. The whole life cycle is considered (for the
LCA and the environmental LCC), but the main focus in
this paper is on the remanufacturing process. Thereby,
the measurements to improve the sustainability of the
a b
LCSA
SLCA
LCA
LCC
Sustainable
Society
Environment
Economy
development
Figure 1 Dimensions of sustainability and life cycle sustainability assessment. (a) The three dimensions of sustainability based on [26]. (b)
Life cycle sustainability assessment (LCSA) consists of environmental life cycle assessment (LCA), environmental life cycle costing (LCC) and social
LCA (SLCA).
Schau et al. Journal of Remanufacturing 2012, 2:5 Page 2 of 14
http://www.journalofremanufacturing.com/content/2/1/5
remanufacturing have been identified. Where data permits,
the comparison between the new alternators and the rema-
nufactured ones is performed.
Methods
The life cycle assessment of the three dimensions: envir-
onment, economy and society should ideally use the
same system boundary and the same reference unit [27]
- called the functional unit (FU) - a unit which all the
results are related to and which quantify the perform-
ance (valuable main output) of the system [11]. The life
cycle inventory for a LCA includes all exchanges or
flows e.g., materials and energy between the techno-
sphere (economy) and the nature (environment) crossing
the system boundary [13,28]. However, due to the differ-
ent flows to consider, method maturity and data access
of the LCA, LCC and SLCA techniques, the use of the
same life cycle inventory is difficult to realise.
LCA is a well-known tool standardised in the ISO14040/
14044 and used to investigate the potential environmental
impacts of products and services. LCA is divided into four
phases: goal and scope definition, life cycle inventory ana-
lysis, life cycle impact assessment and interpretation in an
iterative process [11,12].
Hunkeler et al. [16] defined environmental LCC as ‘An
assessment of all costs associated with the life cycle of a
product that are directly covered by any one or more of
the actors in the product life cycle (e.g.,supplier,manu-
facturer,user or consumer,or EoL actor)with comple-
mentary inclusion of externalities that are anticipated to
be internalized in the decision-relevant future. (...)En-
vironmental LCC has to be accompanied by a life cycle
assessment and is a consistent pillar of sustainability.’
This definition is our starting point for the LCC. Since
the flows investigated in LCC is of monetary art, all
costs have their counterpart in an income. Therefore,
the system boundaries and the stakeholder perspective
taken, e.g. that of the user, are of importance for the
results of the LCC [8].
SLCA assesses the social impacts on workers, the local
communities, the consumers, the society and all other
value chain actors affected by the production and con-
sumption of products under consideration [19]. Accord-
ing to the guideline of social LCA [19] (published by
United Nations Environment Programme UNEP/SETAC
Life Cycle Initiative), a generic SLCA can be implemen-
ted as a first step to identify the social hotspots.
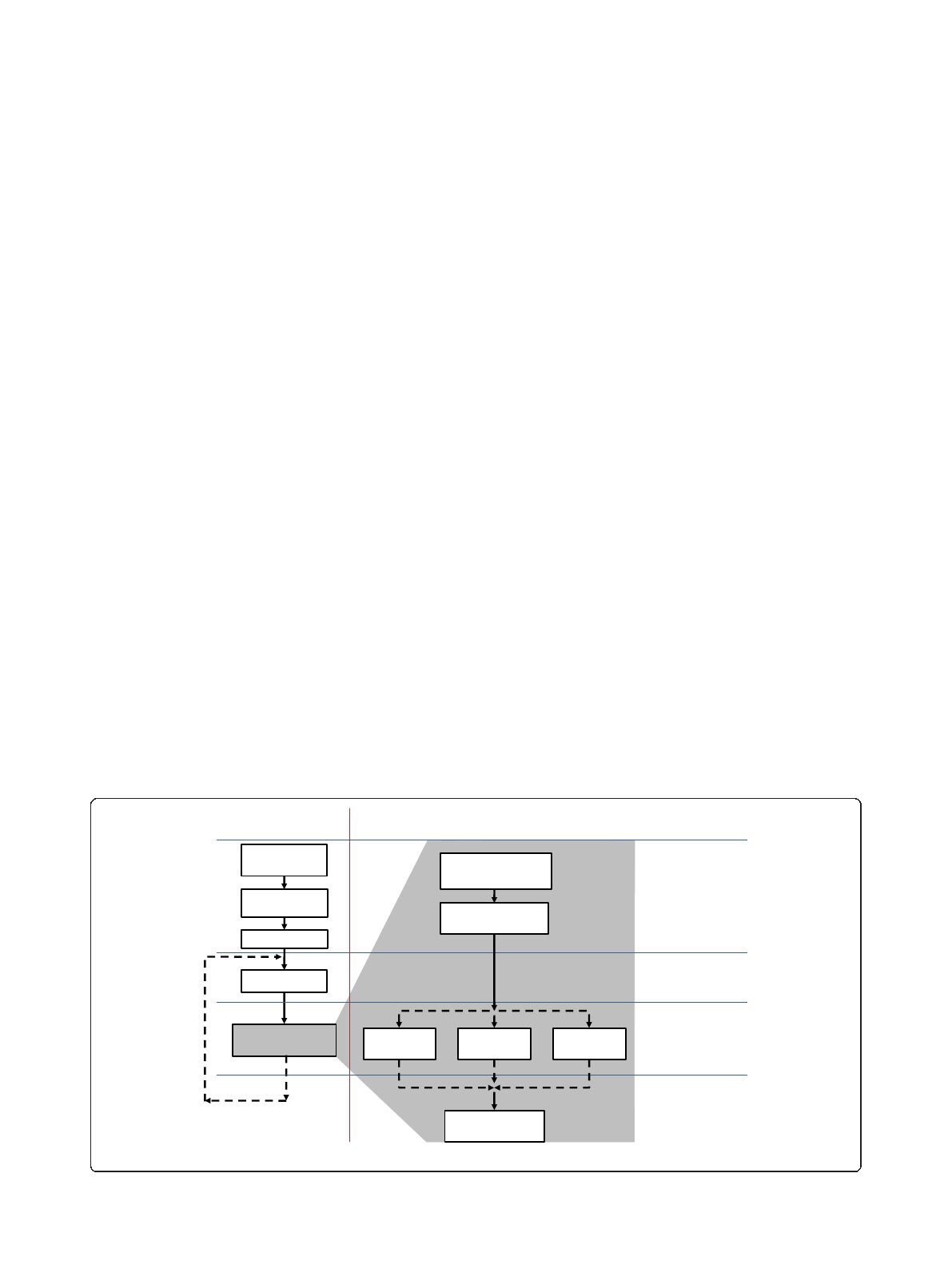
The life cycle of the alternator is modelled as shown in
Figure 2 and used for the LCA. Starting with the left
part of the figure, the production phase consists of raw
material extraction, material processing and manufactur-
ing. In the use phase, the alternator generates the neces-
sary electricity for the automobile during its 200,000 km
or about 13 years lifetime. Subsequently, the alternator
is remanufactured in a mini-factory and placed in a con-
tainer for worldwide use. Arrows indicates transport;
however, at this stage, a detailed logistic system is not in
place, such that it is assumed that the transport is the
same for all design alternatives.
The remanufactured alternator can be used again as
an electrical generator in the vehicle. The use phase is
modelled once for Germany only. The remanufactured
alternators are applied in the used vehicle already driven
some distance. Therefore, the 200,000 km FU may be
restricted by the (rest) of the vehicle - as this may be
scrapped before driving at 200,000 km with the
Material
processing
Use
Raw material
extraction
Remanufacturing
Life cycle phase:
Production
Use-phase
Remanufacturing
End of life
Manufacturing
New spare parts raw
material extraction
New spare parts
material processing
Germany India Sierra Leone
Non-usable parts
material recycling
Alternator product Remanufacturing process
Figure 2 System under study.
Schau et al. Journal of Remanufacturing 2012, 2:5 Page 3 of 14
http://www.journalofremanufacturing.com/content/2/1/5
remanufactured alternator. However, to facilitate the
comparison of the new alternators to the remanufac-
tured alternator, the FU of 200,000 km is used also on
the remanufactured alternator.
The middle part of Figure 2 focuses on the remanufac-
turing process. In addition to the used alternator, the
remanufacturing process needs some new alternator
spare parts which are sourced globally. Similar to the
new alternator production, raw material extraction and
material processing are needed for the new spare parts.
The remanufacturing scenario will take place in the con-
tainer mini-factory equipped with all necessary tools and
model to be set in Germany, India or Sierra Leone. The
final stage, which is the end of life, is modelled as a part
of the remanufacturing phase and includes also those
fractions of the used alternators that cannot be used
anymore (10% to 100% cf. Table 1). The right hand side
of Figure 2 names the different life cycle phases.
The perspectives of the remanufacturer and the user
(of the remanufactured alternator) are presented for the
environmental LCC. Due to the case study’s prospective
nature and connected limited data access, only the three
different potential remanufacturing sites in Germany,
India and Sierra Leone are investigated for the SLCA.
Data for the LCA is mainly taken from and modelled
in the GaBi 4.0 database [31], and the characterization
factors used was CML2001 [13] (with update in [32]);
whereas the environmental LCC is estimated using lit-
erature and invited quotations [8]. The data for the
SLCA are from the social hotspot database [33,34] and
other international database available online in addition
to scientific literature.
Three different design alternatives are investigated by
LCA and environmental LCC. The design alternative 1
is a conventional alternator (weight; 6.069 kg) with belt
fitting, fan and steel bearings and cast iron housing. De-
sign alternative 2 is a lightweight alternator (4.378 kg)
with a plastic fan and aluminium housing. Design alter-
native 3 is an ultra-lightweight alternator (3.952 kg),
where also the belt fitting and bearings are replaced by
lightweight parts (aluminium and plastic respectively).
Table 1 shows the material, weight, and replacement
probability (the likelihood of a part being replaced
within the alternator by the remanufacturer) of the dif-
ferent parts of the alternator for each design alternatives.
The new materials, weight and replacement probabil-
ities (in alternatives 2 and 3) are best estimates made
by the designers. These are highlighted in italics in
Table 1.
Results
First in this section, the environmental dimension is
presented; second, the economic dimension; third, the
social dimension. The results of the LCSA are sum-
marised at the end of this section by applying the
Life Cycle Sustainability Dashboard [35].
Environmental dimension: LCA of the remanufactured
alternator
In this section, the LCA results for all steps of the
product life cycle: production, use and remanufactur-
ing are presented. Afterward, the comparison of the
three different design alternatives and the different
localization options are expressed.
Table 1 Alternator parts, materials, weights and replacement probabilities [29] for each of the design alternatives 1–3
Design alternative 1 Design alternative 2 Design alternative 3
Conventional generator [29] Lightweight generator [29,30] Ultra‐lightweight generator [29,30]
Part Material Weight (kg) Replacement
probability (%)
Material Weight (kg) Replacement
probability (%)
Material Weight (kg) Replacement
probability (%)
Stator Steel 0.773 20 Steel 0.773 20 Steel 0.773 20
Rotor coil Copper 0.550 22 Copper 0.550 22 Copper 0.550 22
Rotor Iron cast 1.094 19 Iron cast 1.094 19 Iron cast 1.094 19
Drive shaft Steel 0.262 10 Steel 0.262 10 Steel 0.262 10
Belt fitting Steel 0.519 10 Steel 0.519 10 Aluminium 0.180 75
Fan Steel 0.138 10 Plastic/PP 0.016 100 Plastic/PP 0.016 100
Spacer Aluminium 0.003 50 Aluminium 0.003 50 Aluminium 0.003 50
Bearings Rolled steel 0.099 50 Rolled steel 0.099 50 Plastic/PP 0.011 100
Slip ring N Copper 0.033 100 Copper 0.033 100 Copper 0.033 100
Slip ring S Copper 0.071 100 Copper 0.071 100 Copper 0.071 100
Housing Iron cast 2.527 15 Aluminium 0.958 40 Aluminium 0.958 40
Sum 6.069 - - 4.378 - - 3.952 -
Entities in italics are best estimates made by the designers.
Schau et al. Journal of Remanufacturing 2012, 2:5 Page 4 of 14
http://www.journalofremanufacturing.com/content/2/1/5
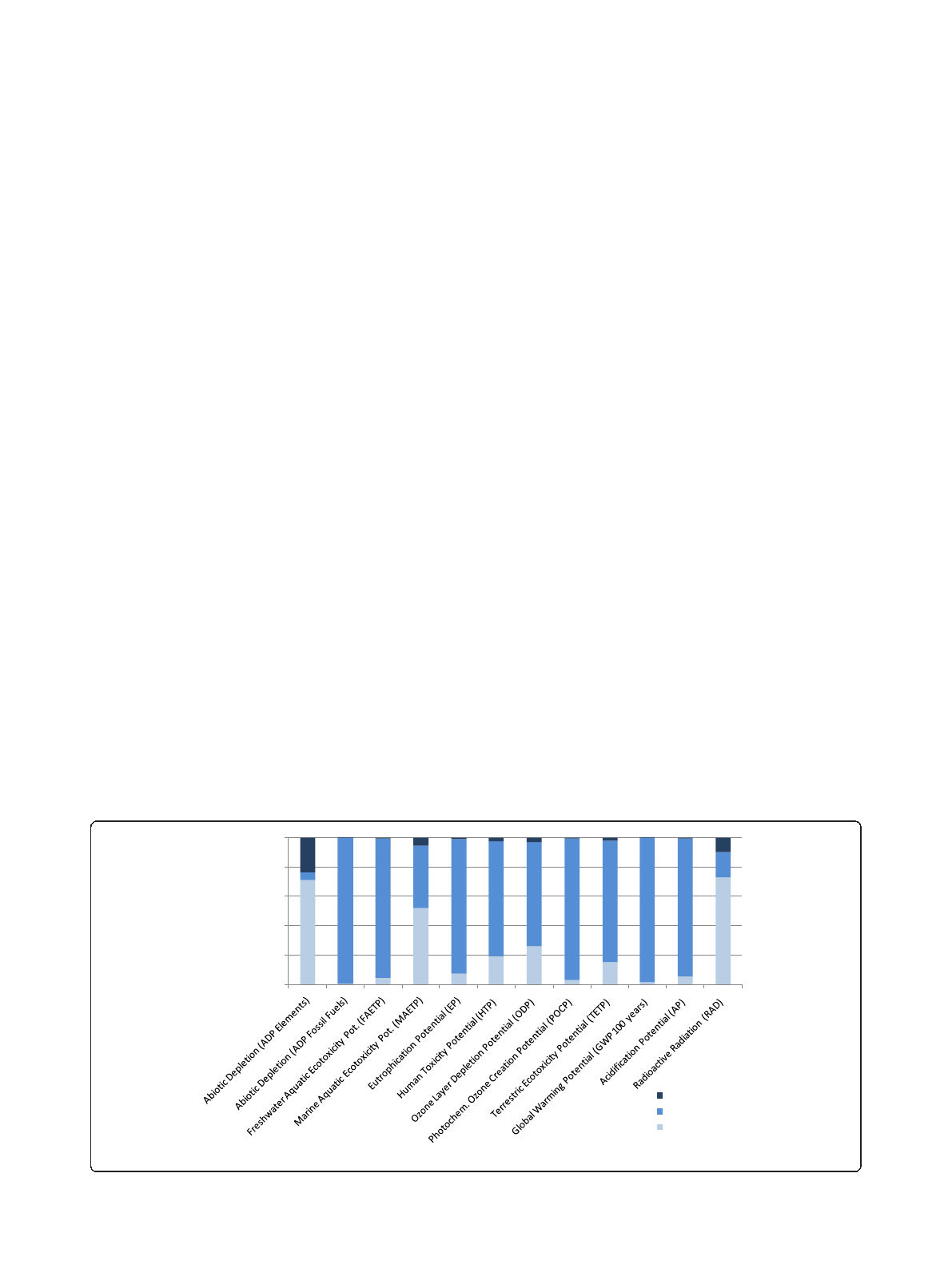
The life cycle impact assessment results are pictured
in Figure 3, which show that the use phase plays a dom-
inating role. The exception is that in abiotic depletion
potential (ADP), marine aquatic ecotoxicity potential
and radioactive radiation (RAD) where the production
phase is dominating. Figure 3 also indicates that the
remanufacturing causes about 1/8 (12%) of the emissions
compared to the production of the new part. The ADP
indicator is a measurement of the resources and energy
needed and is displayed in two components: ADP ele-
ments and ADP fossil fuels. The ADP elements are
dominated by the production phase (71%), followed by
the remanufacturing phase (24%). The use phase (5.5%)
is relatively unimportant in the ADP elements. However,
in the ADP fossil fuels, the use phase is totally dominat-
ing the overall life cycle result (99%) as expected as the
alternator needs energy (taken from the internal com-
bustion motor running on fossil fuel) to work. The ADP
elements, which describe the use of mineral resources
(e.g. copper) excluding fuels, can be explained further as
the results are somehow counter-intuitive. First, the low
share of the ADP elements in the use phase is explained
by that the consumption during this phase is mainly fuel
from abiotic resources (Petrol) and thereby part of the
ADP fossil fuel. Second, the remanufacturing requires
roughly 1/3 of the ADP element compared to the pro-
duction (including upstream processes). This relatively
high share (compared to the roughly 1/8 of the emis-
sions) can be explained by the copper needed in the
remanufacturing to replace the rotor coil (in 22% of the
cases) and the slip rings each time (in 100% of the
cases). The production of pig iron and primary alumin-
ium contributes to the radioactive radiation. The
primary aluminium production is the main cause of
marine aquatic ecotoxicity potential, mainly lead, by the
emission of hydrogen fluoride to the air [31]. In the use
phase, ADP fossil fuels and the global warming potential
are dominated by the direct combustion of fuel. For the
other impact categories, the use phase dominated due to
the upstream processes of the fuel production.
Figure 4 shows the LCA results for a complete life
cycle (from raw material extraction to use and finally
remanufacturing) for design alternative 2 (lightweight)
and design alternative 3 (ultra‐lightweight) compared to
design alternative 1 (conventional alternator). The rema-
nufacturing site shown in Figure 4 is Germany. The con-
ventional alternator has the best performance for all
impact categories investigated. This is caused by (a) the
conventional parts (e.g., made of cast iron) which have a
low replacement probability in contrast to the light-
weight parts (e.g., aluminium and plastics) and (b) the
upstream environmental impacts of the conventional
materials is smaller compared to the lightweight materi-
als. If we observe the remanufacturing process (cf.Figure2),
these effects are very clear, as Figure 5 discloses.
Figure 5 represents the LCA results for design alterna-
tives 2 (lightweight) and 3 (ultra-lightweight) relative to
design alternative 1 (conventional) of remanufactured
alternators. Only the remanufacturing process is showed
for only one site (Germany). The range of the difference
between the lightweight alternatives 2 and 3 and the
conventional alternator is from two to eight times, ex-
cept in the ADP elements where the differences are
much smaller (11.3% and 2.5% in favour of the conven-
tional alternator).
For the abiotic depletion impact category, the differ-
ences between the three design alternatives are small
compared to the other impact categories investigated
0%
20%
40%
60%
80%
100%
Remanufacturing
Use
Production
Figure 3 Results of the environmental LCA of remanufactured alternators (alternative 1, conventional - location, Germany).
Schau et al. Journal of Remanufacturing 2012, 2:5 Page 5 of 14
http://www.journalofremanufacturing.com/content/2/1/5
Loading more pages...